Fórum témák
» Több friss téma |
2 elmélet van, az első, hogy a kép dpi-je osztható kell legyen a lézersugár átmérőjével. Másképp a következő sor picit fedi - vagy épp kihagy valamennyit közte.
A másik elmélet a léptetőmotor képessége a dpi-hez visszaszámolva - ez a ritkább eset, olyankor fordul elő, ha az amúgy szép képben időközönként vannak csíkozások. A legszerencsésebb ugye az lenne, ha mindkettőt figyelembe vennénk - ezt csak 1x kell kiszámolni egy gépnél.
Ezzel kapcsolatban van amit nem értek a GrBL ben. A számítógépen látott kép is csíkos. Mindegy milyen felbontást választok. Vagy én nem jól állítom be a programot? Szerintem 0,1- minden osztható. A képen átható mekkora a vonal vastagság. Vagy ez több mint egy tized
Ha a számítógépen látott kép nem tér el, akkor még előtte van a hiba. Milyen progit használsz, mivel készült a kép, amit beletszel, stb.? több info kell, esetleg jöhetne egy preview kép a gépről, vagy maga a fájl..
Ha ez vektoros, lehet, hogy nem kezeli jól, és a folytonos vonalak nem folytonosak.
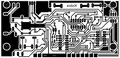
Próbáltam Jpeg képet betölteni A LÉZER GRBL programba. Mutatom a képet és az eredményt.
Amit a képen látsz nyákot ahoz a G kód az Aspire probramban készült. igaz azzal nincsen semmi gond. Még azt nem próbáltam ki de amit jut időm kipróbáom hogy a g kódot hogy Aspire programban megszerkesztem hogy a felesleges részeket mindet távolitsa el ne csak vonalakat égesse le. Az eredeti nyákterv PDF doksiban van meg sajnos nemtudom átszerkeszteni (Sajnos) vagy módositani. Photoshop programban konvertáltam JPG be. Mutatom a vonalas G kód Aspire programmal ebből a képből készült ime annak is
Első ránézésre a jpg jónak tűnik, utána lesz a gond. Az Aspire-t nem ismerem...
A Gcode-ot beolvastam LaserBirn-be, teljesen ok. Ahogy nézem az előző képet a nyákról, nem mintaszerű a kihagyás - ha arra gondolsz, hogy a vezetősávok itt-ott megszakadnak... A hozzászólás módosítva: Ápr 6, 2024
A jpeg képet a GRBL programba olvastam be a program kovertálta át hogy lehesen gravirozni
De vagy én rontottam el a GRBLben valamit vagy a program nem jól konvertál de az eredmény siralmas. Nézd a JPG képet garaviroztam lemezre az eredmény  egy homogén felületre vártam ahol a lézer elhalad. kaptam egy csikos képet egy homogén felületre vártam ahol a lézer elhalad. kaptam egy csikos képet A hozzászólás módosítva: Ápr 6, 2024
Múltkor néztem egy lézeres teszt videót, abban mondta az ember, hogy ha valaki normális eredményt akár akkor vegye meg a lightburn-t, különben csak szenvedni fog. Szerintem pont ebben a cipőben jársz.
A hozzászólás módosítva: Ápr 6, 2024
Csak messziről belevau, de volt már bármilyen sikerélményed ezzel az összeállítással? Lézer nélkül jól dolgozik (mondjuk filctollal)? Én lehet hogy valahol itt néznék szét. Olyan mintha a gép nem tudná kellően pontosan lekövetni a parancsokat.
 Esetleg remeg a fej? Kottyanhat valahol? A hozzászólás módosítva: Ápr 6, 2024
Készült már nagyon jó nyák gravírozással. Sajnos ennél a nyáknál az IC lábak közott elhaladó vezetősáv annyira vékony hogy a maró szerszám éle elszakítja a marásnál. Mert ugye négyszer kell elhaladnia a marószerszámnak a két IC láb között úgy hogy maradjon elég felület az IC beforrasztásához és azt átvezetés is megmaradjon.
A CNC saját építésű nem gagyi alkatrészekből tákolt kínai 3018-as. Csak a vezérlése a 3018 cnc ről van. Készült portré rétegelt lemezre kiváló eredménnyel. Készültek nyákok is ahol marással. De azoknál volt lehetőségem a mintázatot úgy módosítani hogy a marásnál ne legyen probléma. A hozzászólás módosítva: Ápr 7, 2024
Találtam a telefonon egy képet. Igaz nem a portré csak egy sárkány. Jaaa remeg a fej? Mitől remegne olyan lassan mennek a mozgató motorok hogy a remegés kizárható. A lézer biztosan nem remeg. Vagy ha mégis remeg akkor miért csak egy irányba? Akkor a lézer mindenfelé rezegne és nem csíkos lenne a kép.
Ilyen nyák marási módszerre már én is gondoltam, hogy beruházok valami olcsóbb lézergravírozót, de nem tudom hogy működik, mennyire lehet minőségi nyomatot készíteni a matt festésre?
Egyébként amit én látok így teljesen laikusként, ha megnézem a kígyós képed jól látom, hogy a csíkozás 45° -os? Talán érdemesebb lenne úgy próbálkozni, hogy ne soronként gravírozzon, hanem vonalkövetéssel, ha van ilyen beállítás... Ui.: A fára és a nyákra / lemezre készült gravírozást ne akard összehasonlítani, mert amíg fát gravírozol, az egyáltalán nem ad a szó szoros értelmében kontrasztos képet, tehát lehet hogy ott is ott van a vonalkázás, csak azt nem veszed észre, nem látható, mert összemosódik. A kemény anyagon viszont kijönnek az ilyen hibák. Ha viszont készítettél már olyan nyákot is, ami nem vonalkázott, akkor ott az aktuális projektnél lesz a hiba. Mindenesetre én javasolnám próbálj ki olyan fájlformátumot, ami nem tömörített, mert a *.jpg az pont az, ráadásul még veszteséges is. Használhatsz mondjuk *.bmp -t, vagy *.RAW -ot, ezek nem tömörített formátumok. De ha ezt nem megoldható, akkor talán a *.png vagy *.gif is kipróbálható, ugyan ezek tömörítettek szintén, de veszteségmentes formátum. És a mi még fontos, hogy lehetőleg csak két színű legyen a mentett fájl. Ismertebb képformátumok. A hozzászólás módosítva: Ápr 7, 2024
Ui.: Azt még elfelejtettem írni, hogy a képfelbontást is olyan minőségben kell menteni, amilyet a gravírozón használsz majd. Tehát ha a gravírozód mondjuk 600dpi, akkor a kép amit ráküldesz az is 600dpi felbontású legyen, így biztosított az, hogy nem lesznek átfedések vagy kihagyások a pixelek és lézerpontok közt.
Fentebb van egy fotó egy kész nyákról vonal követéssel készült. A lézer csak 0,1 0,15 szélességben égeti le a festéket nagyon kicsi a távolság. Nagyon kell figyelni a forrasztásoknál és alaposan le kell takarítana a kész áramkört. Készítettem egy autó aksi töltőt ilyen nyákkal sajnos a nagyáramú rész nyákját is így. Maximális terhelésnél átütött. Már készült nyák sima gravírozással vonal követéssel de sokkal gyorsabb ha a maratással (peroxid) maratom le mint ha maró szerszámmal. Ha cnc-vel készítem a nyákot sokkal pontosabb a fúrás. Így klassz hogy a fúrást és a mintázatot cnc-vel készítem a marást meg peroxiddal. Még van egy ötletem a teljes hogy ne vonal követéssel készüljön megpróbálom az Aspire programban csak azokat a területeket amiket marni kell. Most az van kijelölve amit meg kell hagyni. Lehet nem érthető amit írok vagy nem jól magyarázom. (:
Lehet én is félreérthető voltam, engem nem a gravírtűvel készített nyák érdekel, azt macerásnak tartom. Az érdekel, hogy a telibe matt feketére festett panelt milyen minőségben lehet a lézerrel elpárologtatni ott ahol kell. Nem repedezik vagy töredezik e a kontúr? Mindenképpen a vegyszeres maratást gondolom jobb technikának a gravírozással szemben. Tehát engem az érdekel a panelre fújt festéket mennyire jó minőségben lehet eltávolítani a lézerrel. Egyébként nekem a 0.2mm felbontás hobbi projektekhez tökéletesen elég is volna, nem célom még az sem, hogy IC lábak közt vezetősávval átmenjek.
Ui.: Na és milyen festékekkel próbálkoztál már milyen lézerteljesítménnyel? A hozzászólás módosítva: Ápr 7, 2024
Én a parancssoros felületű pcb2gcode nevű programot használom gcode generáláshoz. Azzal meg tudod adni, hogy többször menjen körbe a kontúrokon, ráadásul nem ugyanazon az útvonalon, hanem átfedéssel szélesebb szigetelősávot létrehozva. Ami a hátránya, hogy 3 kör esetén 3-szor tovább tart a munka. Lézenél és gravírtűnél is használható ez a módszer, ráadásul ott ahol keskeny szigetelő szélesség kell (a szűk helyeken) ott a körök által létrehozott szigetelő sávok is beszűkülnek (azon a részen egymásra húzza az útvonalakat). Én mostanában csak gravírtűs módszerrel kísérleteztem, a kísérleti smd panelem sajnos nem lett jó, de a sima dip tokos alkatrészeket tartalmazó az teljesen használható lett.
Nemtudom a festék nevét majd küldöm ha érdekel. Most vettem válogatás nélkül csak arra figyeltem gyorsan száradjon. Nem repedezett meg ahol elhaladt a lézer teljesen eléget a festék. Maratásnál segítettem egy puha ecsettel hogy biztosan lemarja mindenütt ahol kell. Sajnos az elsőnél nem és maradtak hibák a második tökêletes lett. Csakhogy ha területet kell leégetni akkor csíkos marad a terület. A vonalakkal nincs baj.
Igen ilyen panelek én is csináltam már sokszor. A baj ezzel csak az hogy ha több kört maratok akár átfedéssel akkor kevés marad vagy semmi ha az IC két lába között még egy vezetösáv kell hogy elférjen. Már írtam hogy nekem egy aksi töltőnél átütött. Már régóta CNC géppel készítem a nyákjaimat. De a gravitűs marás elég lassú hiáb nagy a tű fordulata ha nagy a mozgatás sebessége elpattant a tű hegye. Ezért most a lézeres játék.
A hozzászólás módosítva: Ápr 7, 2024
1 vonalas gravírozás 2 ugyanaz és kontúrozás 3 eltolásos kitöltés (vonalkövetés)
Ilyet tud a pcb2gcode. Ha megnézed, a szűk helyeken beszűkíti az útvonalakat, így ott keskeny marad a szigetelő sáv. További részletekhez szerintem menjünk át a másik topikba, mert ez inkább oda tartozik.
A lézer gravírozós topikban és a nyák készítés topikban is találsz információt a festéket illetően. Nagyon nem mindegy hogy milyen festéket használsz. Alumíniumra alkalmas legyen , azért hogy a maratóanyag ne marjon be alá. Keress rá az említett topikokban a felhasználó nevemre. Használható festékek.
Megnétem a festéket "Maestro akrilfesték Matt fekete 9004" Azt írja fémre fára üvegre műanyagra használható
Mikroszkóp alatt ilyen lett a nyák sajnos a lézerfejet ki kell a fúráshoz cserélni és csak szemre állítottam be hogy hol fúrjon De azért igy is elfogadható.
Ez így otthoni próbapanelek készítésére teljesen megfelelő.
Hány wattos lézerrel égeted le a festéket?
5.5W Nem egészen próbapanel lesz. (: Forrasztóállomás vezérlőpanel most majd a kijelző panelt is meg kell csinálnom. Sajnos Attila pdf formátumba adta meg a tervet elég nehéz a saját igényeimhez módosítani. A Photoshop-ban átdolgozom módosítom. Szerintem sokat lehetne egyszerűsíteni és könnyebben elkészíthetővé tennni. Gondolok itt vonalvasdagság forszemek átmérője. Igy is kell modosítani de csak a photoshop-ban pár apróságot.
Én azt hittem, nagyobb teljesítmény kell hozzá. Egy menetben levitte a festéket?
Akkor lehet még én is szerelek magamnak egy ilyet.
Az első panel íyg készült egy menetben. De balga módon levettem a munkaasztalról fúrás előtt. Nagy részét lecsipogtam tökéletes lett. Készült egy második példány amit nem marattam elég ideig (siettem) maradtak híbák benne. A harmadik panelnál semmit nem biztam a véletlenre. Kétszer ment rajta végig a lézer a maratásnál egy normál ecsettel segítettem hgy az eredmény biztosan jó legyen (tökéletes lett). Sajnos a lézert ki kell cserélni a motorra és útánna nagyon kell figyelni az X Y pozícióra. elég nyűgös de megoldható. Sajnos a lézerGRBL nem alkalmas fúrásra ): Z tengely pozícióját nem tartja renesen. Igy nem csak a fejet de szoftvert is kell váltani
A hozzászólás módosítva: Ápr 9, 2024
Idézet: „Sajnos a lézerGRBL nem alkalmas fúrásra ): Z tengely pozícióját nem tartja renesen. Igy nem csak a fejet de szoftvert is kell váltani” Régen néztem már, de emlékeim szerint működik rendesen ha be van konfigurálva. Nálad mi a baj vele?
A drill kód meg van rendesen irva a Candle tökéletesen kifúrja a panelt.
Ugyan ezzel a G kóddal a LézerGRBL az első furatott éppen átfúrja a panelt. A második furat már csak a panel feléig, a harmadik már nem éri el a panelt a beállított fúrási mélység 1.4mm A hozzászólás módosítva: Ápr 9, 2024
|
Bejelentkezés
Hirdetés |