Fórum témák
» Több friss téma |
Fórum » 3D nyomtatás
Üdv,
Az én gépem három századot csal ez azért nem olyan vészes, egy erősebb huzás a csiszoló papiron és már le is jött a nyáklapból annyi. 
Az nem sok. Milyen réteg vastagsággal dolgozol?
0,2mm 80%- os sebességel fűtettlen munkalapal és tárgy hűtés nélkül.
Még valami, a minőségröl teszek fel képet holnap.
A hozzászólás módosítva: Máj 5, 2017
Na még pár sor a észrevételeimröl a vásárolható nyomtatókrol és a PLA nomtatás terén, ha valaki érez magában egy kis kézséget az építés terén inkább építsen egy gépet mint vegyen, ahogy elnéztem és olvasgatta ezek az ugymond olcsó gepek tipust nem írok ,egy fityinget nem érnek, törnek szétesnek kínlodás beállitani stb.
A másik dolog a PLA-hoz nem kell se fűttött munkalap se tárgy hűtés, nálam mind a kettő csődöt mondott és kárt okozott időben és nyersanyagban,mégpedig azért mert újra kellet nyomtatnom mindent, fél tekecs filamentem ment rá. Megoldás a jó nyomtatásra! Egyszerü üveglapra sima papír maszkoló szalag amit bármeik festékboltban kapni és csak sniccerel alányulva veszitek le a darabot, " a szalagot zsiros kézzel ne fogjátok meg" a felragasztáskor én egy munkavédelmi pamut kesztyüt használok, a leírtak nálam bevál modszerek, azota nincs selejt.  A hozzászólás módosítva: Máj 5, 2017
Gép építésén én is gondolkodam. De egy kicsit komolyabb gépen.Csak ott már magasabbak az alkatrész árak.
Nálunk a munkahelyen "profi " géppel nymtatok, és annak a hibáit szeretném kiküszöbölni saját géppel.De úgy néz ki, kompromisszumok nélkül nem fog menni.
Az igért képek.

Na még egy kép itt jobban látni a darabokat.
A hozzászólás módosítva: Máj 6, 2017
Szépek a nyomtatott tárgyaid. Azért arra is kíváncsi lennék, hogy pl: 180x180 mm-es tárgynál is jó a méret pontosság?
Én biztos vagyok benne hogy jó lenne, egy titkot elárulok a gépemröl, nem mezei lineáris tengelyek vannak benne én köszörültem öket a gyárban ezeken nem lóg a csapágy mint a bolti tengelyeken.
Tudomásul kell venni, hogy a méretpontosság nem csak a géptől függ, hanem az összes üzemi körülménytől. A hőtágulás nem csak a kész darab méretcsökkenését okozza kihűlés után, de a teljes gép saját koordinátarendszerének méretei is sokat változnak a melegedéssel. A könnyűfém ezért kompromissszumos.
Szerintem egy 3D printernél az extruder fúvókaátmérőjének megfelelő mérethiba még tökéletesen megfelelő! Ha nagyon szükséges, akkor üzemmeleg gépnél ki lehet kísérletezni a hőtágulás kompenzálást, de kétséges, hogy megéri-e.
Pont ezért kérdeztem.
Aki "nyulat akar vele lőni" annak megéri a forgácsoló CNC építése, minden más esetre: ahol a felület bonyolultsága, vagy a belső (üreges) szerkezet a lényeg, ott kell nyomtatni.
A hozzászólás módosítva: Máj 8, 2017
Ez így megfelel? Mert akkor konvertálok neked belőle STL -t.
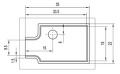
Bocs nem akarok belevau csak a 1.5mm falvastagság milyen nozzle mérettel osztható?
Ha már ilyen vékony a fal.
Extra finom 0,15 lenne a legjobb, de a 0,3-es kivitelezhető.
Miért kell vele osztani?
A hobbi gépeket nem ismerem. Nálunk megcsinálja a gép a külső és belső kontúrt a többit sraffozva kitölti. A réteg vastagággal nem tud mit kezdeni. Az vagy osztható, vagy oda teszi aahol közelebb van hozzá. Ezért modelleztem az alsó és felső síkot 1,4mm-re.
Hát én csak a 0.2-0.4-0.6-esetleg 0.8mm méretű fejeket ismerem.
1.5mm-en még infill is? Például van egy 0.2 fej akkor a minimális falvastagság 0.2 lesz. Minimum 2-fallal szokás csinálni akkor ebben az esetben a külső belső összeadva lesz 0.8 a fal amiből akkor marad 0.7mm az infillnek? Hát ez elég hülyén hangzik már bocsánat. A hozzászólás módosítva: Máj 8, 2017
Nekünk 0,4mm az extruder méret. Ami gondot okoz neki , ha a falvasztagság 1-1,2 mm alá csökken. Ez alatt nem mindig tölti ki a kontúrok közt, illetve kölön válnak néha a szálak. Vagy éppen a támaszanyagba annyira belegyógyul, hogy csak leoldással távolítható el.
Talán mert felesleges is, ahogy HERC írta.
A 3D nyomtatás nem egy StarTrek replikátor, ami mikronos pontossággal mindent leképez, a közelítő megoldásokhoz elégséges. Lehet, hogy egyszerűbb lenne a natív méretekből építkezni, de ha a falvastagság 100 mikront eltér, nem hiszem, hogy tragédia lenne. Az extrudált anyag egyébként sem úgy fog felfeküdni, ahogy a fúvókán kijön, hanem sokat torzul. A hozzászólás módosítva: Máj 8, 2017
Ha lehetetlen, akkor át kell tervezni.
A nagyon finom dolgokhoz is van megoldás:Nem olcsó, de legalább lassú. A keresztmetszet alig több mint fele a 0,2-esnek, az idő dupla...
A profi gép nyomtatása is torzul még tobbet is mint 100 mikron. Főleg Z irányban ahol ugye az X-Y léptetési felbontásnál sokkal rosszabb a helyzet. A mi gépünk 178 mikronos Z irányú rétegvastagsággal dolgozik. Néha nem szerencsés. Viszont a fröccsöntött daraboknak is jó nagy a toleranciájuk. Csak meg kell nézni mit ír elő ezekre a DIN vagy ISO szabvány. A DIN16901 pl:10mm -ig +/-0,18mm -ert, 1000mm -ig már +/- 3,8mm-ert.
A hozzászólás módosítva: Máj 8, 2017
Na ezért sem szokás ennyire pontos dobozt csinálni.
Akkor most állítsam a falvastagságot 1,49723mm re , hogy pontatlanabb legyen?
Szerintem egyértelmű , hogy a gyártásban mindig van pontatlanság. De ez nem azt jelenti, hogy szándékosan pontatlanul kell modellezni.  A hozzászólás módosítva: Máj 8, 2017
Ja én a konkrét tervre értettem.Vagy a dobozt vagy a nyákot máshogy méretezni.
Szia! Írtam privát üzenetet. csak egy dolgot szeretnék, ha módosítanál rajta. Alul az oldalfal lehet végig egyenes, nem kell bele az a kis beugrás. Minden más méret stimmel, lemértem.
@HERC(2066378): A doboz külső mreteinek kell pontosnak lennie, mert egy meglévő helyre kell, hogy beférjen, a nyákot, majd már csak akkor fogom legyártani, amikor nálam lesz a elkészült doboz és ennek megfelelően fogom módosítani, hogy elférjen benne.
Nem pontatlanul kell modellezni, hanem a lehetőségek szerint.
Nem véletlen, hogy minden tervezésben része van a gyártás-technológusnak is. Mert a papír mindent elbír... Idézet: „Nem véletlen, hogy minden tervezésben része van a gyártás-technológusnak is.” Az mi?  Csak gondokat okoz gyártásban az okvetetlenkedésekkel  A hozzászólás módosítva: Máj 8, 2017
Mekem mondod? 10 éve feljesztek luxus autókhoz műanyag alkatrészeket! HERC találta túl pontosnak az alkatrészt amihez csak Szebence által megadott külső méretek voltak. Minden más ehhez fog valamikor késöbb illeszkedni.
|
Bejelentkezés
Hirdetés |