Fórum témák
» Több friss téma |
Itt egy jó kis videó egy egyszerű transzformátoros awi gépről.
Ezt Dinse csatlakozókkal meg lehet oldani! Gyári gépeken is van ilyen megoldás (ki van vezetve egy 20-30 cm kábel a gép elejére, dinse dugóval, és függően, hogy mit akarsz, abba az aljzatba dugod szintén a gép elején)
Félreértetted amit írtam. Az AC áramot nem kell stabilizálni, emellett -alu hegesztésről lévén szó-a HF-nek folyamatosan menni kell az oxidtörés miatt. Tehát ami problémát okozna az áram nullátmeneténél az csak DC üzemmódra igaz, azt viszont ellensúlyozza a fojtó, AC üzemmódban pedig a folyamatos HF miatt nem tud kialudni az ív. Váltóáramnál a fojtó azért sem járható út, mert a soros impedancia jelentős mértékben korlátozná a munkaáramot, pontosabban használhatatlanná válna a gép.
Ebben a videóban a pasas azt magyarázza el,hogy lehet átalakítani egy -eredetileg MIG hegesztésre gyártott -gépet, hogy alkalmas legyen TIG hegesztésre. Persze mást is mesélt, de dióhéjban ennyi a lényege. Egyébként a KEVISZ gyártmányú TW 200 nagyban hasonlít a videóban taglalt megoldáshoz, a különbség annyi,hogy a videóban a meglévő főtrafóra tervezte a pasas feltekerni az ívgyújtáshoz szükséges plusz feszültséget adó tekercseket, a TW200-ban ez egy 630VA-es 3 fázisú trafó formájában a gép tetején levő gyújtóegységben foglal helyet, és 80V-ra állítja be az üresjárási feszültséget a szabályozott kör feszültségétől függetlenül.
Miközben hajtok még egy mikrótrafót fojtónak, jönnek be a kínai időzítők és átdolgozom a gyújtóáramkört a lágyindítás után olvasgatok. Nem csak a lágyindítás a feladat de jó lenne akár ponthegesztőként is használni.
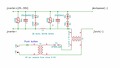
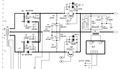
A FB oldalon felvilágosítottak, hogy lehet egyszerűen egy izzóval és még egy kapcsolóval lágyan indítani de ez érthető módon pisztolyról kapcsolással nem megoldható. Az NTC-s megoldásra azt írják, hogy lassú. Mi a véleményetek a mellékelt képen levő kapcsolóról? Ha jól értem úgy működik, hogy a bipoláris szupresszor dióda feszültség csúcsnál kapcsolja a triak-ot, amin ha elkezd menni az áram a relét is bekapcsolja. Vajon bírná ez így a gyors kapcsolgatást? Illetve nem látok a HE store-ban 300V-os szupresszor diódát. A cikk szerzője is kettő 150V-ost használt. Csak azonos értékűeket lehet sorba kötni? Bővebben: Link A hozzászólás módosítva: Máj 10, 2021
Még egy kérdés. Van itt egy nagyon vékony laminátumokból álló orosz akksitöltőből bontott vasmag. Nem olyan nagy, mint a mikrósütő-ből készült fojtó. Sorba kell kötni a két fojtót ha még simább egyenáramot akarok?
Na tegnap kipróbáltam a lágyindítást miszerint előmágnesezem a trafót egy izzóval. Egy 50ohmos izzót kapcsoltam rá, majd ezzel párhuzamosan egy másik kapcsolóval a szabad áramot. Nagyon jól működött, semmi csattanás a direkt áram rákapcsolásakor. Vettem egy 20A-es mágneskapcsolót, azzal fogom tudni kapcsolgatni a pisztolyról egy kisebb relén keresztül.
A 2db 22mF kondit ismét megpróbáltam, a fojtó elé kötve már megmarad az ív a pukkanás után, ami sokkal kisebb is. Az ív pedig még finmabb. Nem mértem szkóppal de alig lehetett hallani a frekvenciáját. Ha teszek rá kisütő ellenállást és a kondik is csak a nagy trafó kapcsolásakor lesznek bekapcsolva, akkor nem fog pukkanni. Viszont a kondok vezetékét eléggé alulméreteztem, kb 5 perc alatt eltűnt róla a szigetelés  Még egy foljtónak való trafó érkezik a jövő héten, azt is megtekerem és beépítem majd. Még egy foljtónak való trafó érkezik a jövő héten, azt is megtekerem és beépítem majd. Közben megjöttek az időzítők és a gázt záró mágnesszelep is, lehet továbbépítgeni 
Kupálódom
A HF védőáramkört low pass filternek hívják. Lényegében egy kondenzátor párhuzamosan és egy ellenállás sorban a két munkakábelen. Van hozzá képlet is. A frekvencia ahol 3dB-el csökkenti a teljesítményt 1/2Pi*R*C. Jól sejtem, hogy itt az ív ellenállását kell behelyettesíteni, ami ugye 0.2 Ohm körüli érték? Pl. olyan 100µF nagyságrendű kondira van szükség 10kHz frekvencián. De persze ennél is jóval nagyobb frekvencia vagy nagyobb kondi kellene, hogy még hatékonyabb legyen a szűrés. Helyes ez a megközelítés?Kell egy 12V-os táp a gépbe. Van itt egy régi de jó PC táp, az elbír mindent de nagy bánatomra nem fog már beférni a dobozba. Ha még a második fojtót is beteszem meg már emelgetni se lehet majd. Kell neki egy kis kerekes váz, azon lehet gyakorolni az awizást 
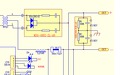
Itt van még egy szűrő áramkör, amin a komponensek értékei is szerepelnek. Ehhez vannak is kondenzátoraim csak a varisztor és az ellenállás a problémás. Ja a képen nem látszik, de a HF frekvencia 20kHz.
A hozzászólás módosítva: Máj 18, 2021
Köszönöm, igazából az érdekelt hogy tényleg tranzisztort láttam-e a pozitív ágban. Eszerint ez egy váltóirányító.
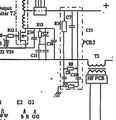
Precision TIG 375 komplett szervizleírás.
G-21 oldalon van a védőáramkör minden adattal. Egy rakat kondi és varisztor. A hozzászólás módosítva: Máj 21, 2021
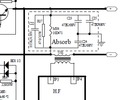
Találtam róla képet is youtube-on.
Vajon a .05 kapacitás alatt mit érthetenk? A hozzászólás módosítva: Máj 21, 2021
Na egyenlőre nem nagyon volt időm haladni de csináltam egy olyat, hogy a Reed relét elhelyeztem a fojtó vasmag résébe. Ez a relé egy motorkerékpár indítórelét működtet, ami bekapcsolja a 22milliF kapacitást. Így nem töltődik fel előre a kondi és csak akkor kezdenek dolgozni ha már megy az áram. Ívgyújtáskor nincs hirtelen kisütés az ív pedig lágy és selymes, mintha geyertyaláng lenne, semmi hangja sincs
 A kisütésről egy huzalellenállás gondoskodik.
Kell egy nagyobb doboz, mert ebbe nem fog minden beférni. Jó kis gyakorlás lesz
Na sikerült mindenfélét hegeszteni.
M8-as anya 3mm vastag falú csőre. 1mm falvastagságú rozsdamentes cső összetoldás. (itt az a siker, hogy nem olvadt össze az egész )A két 90 fokos toldásnál a bal oldali volt az első próba. Nagyobb árammal már egész jól sikerült, ez a kép jobb oldalán. Ennyit tud max a gép, még fullra tekerve is alég lassan olvadt meg az ilyen vastag anyag. Egyébként teljes terhelésnél nagyon kicsi a munkaciklus. A trafó nagyon fel tud melegedni, pedig a hőkapcsoló még le se kapcsol. Ja és minimumra tekerve és triakos szabályzóval még kisebb telejsítményre húzva sikerült 0,2mm vastag lemezt összetoldani az éleiknél. Rendszámtábla világító lámoában tört el a foglalat. A hozzászólás módosítva: Jún 28, 2021
Sziasztok!
Nem konkrétan a témába vágó, inkább hozzá kapcsolódó a kérdésem. Gondolom aki AWI rajzot keres, az szokott hegeszteni is ilyen géppel. Remélem van köztetek olyan is, aki alut hegeszt vele. Arra lennék kíváncsi, hogy a hozzá való pótanyagot hogy érdemes kiválasztani? Youtubon lemezeken tesztelik a 4043 és 5356 anyagot, és ránézésre az 5356 -al szebb varratot lehet készíteni. Én alu profilokat szeretnék hegeszteni, azt úgy tudom, hogy magnéziumos ötvözetű, tehát a 5356 pálca jobb választás hozzá. De akkor a sziliciumost szerintetek mire használják? Mármint a 4043 -as pálcát? A hozzászólás módosítva: Aug 31, 2021
Szebb felszínt ad, kevésbé reped. Általában könnyebb vele dolgozni.
A másik inkább spéci esetekben jobb, pl. utókezelésnél nem színeződik el, merevebb, stb. Mire használnád a profilokat? Hopp, mit találtam: összehasonlítás A hozzászólás módosítva: Szept 1, 2021
Semmi extrára, és nem is tehertartó szerkezet lesz. Csak pár L profilt akarok összehegeszteni,
úgy mint pl napelem tartó keret, mini hűtőszekrény keret ilyesmik. Én igazából ebből a videóból indultam ki. A felső varaton látszik, hogy szép sima a dombok felülete. Az alsón pedig apró gömböcskék alakulnak ki, mint pl a cunder a vas hegesztésnél. Szemre esztétikailag az 5356 szebb varratot ad úgy látom. Egyébként a leírás amit találtál is nagyon jó. A videóban is beszél pár mondatot róla, de az angolom hallás után igazából csak kettes alá maximum, oltári nagy jóindulattal is.  Leírva és olvasva a google fordító meg csodákra képes... A hozzászólás módosítva: Szept 1, 2021
Véleményem szerint ha látszik a varrat, egy sima kereten mindenképpen ronda. Ha meg csiszolod, akkor mindegy.
No, de próbáld ki mindkettőt! Hegesztéstechnikai boltban súlyra adnak pálcát, talán kemény 100Ft-ba is belekerül 5db. Szerintem a beállításoktól/körülményektől sokkal több függ, talán más tisztítási %, amper, elektródafajta , gázáram megváltoztatja a viszonyokat. A videókban majdnem 1cm-es alu lapokat kínálnak meg a pálcával - nem túl életszerű. Kis, vékony profilokat nem kellene 160A-okkal hegeszteni - kivéve, ha nagyon gyorsan tudsz húzni és mártogatni Vagy, ha van pedálod (nekem pl. nincs és lehetőség sincs csatlakoztatni) és közben lehet lemodulálni.
Nem is gondoltam, hogy majd 2mm profilokat 160A -el fogok hegeszteni...
Mivel jó áron most 4043 pótanyaghoz jutottam hozzá, ez lesz a tesztanyag. Egyébként mivel keret lesz, nyilván síkba csiszolom majd a varratot, úgy esztétikus. Ha szükséges, utána lehet vadászok majd 5356 -ot is... A hozzászólás módosítva: Szept 1, 2021
Persze, én sem gondoltam rólad ilyesmit. Csak arra szerettem volna felhívni a figyelmet, hogy a demóban 160A-el hegesztett, majd' 1cm vastag lapokra felvitt anyag és a te tervezett alkalmazási körülményeid között nagy különbség van, ami akár meg is fordíthatja az értékelést.
Sziasztok!
Handy TIG 200Di típusú géppel küzdök, állítólag hegesztés közben egy idő után erősen felugrik az áramerősség. Áramszabályozó pedál nincs rajta, egyelőre csak MMA üzemben tudom tesztelni műterheléssel, így nem produkálta még a hibát. Találkoztatok ilyen hibával? Egy rajz is jó lenne róla, vagy legalább a vezérlő csatlakozó kiosztása (munkakábelt nem hoztak vele).
Nade MMA módban vagy AWI módban ugrik fel? Mert AWI módban lehet olyan beállítás,
hogy kissebb a kezdőáram, és X idő után növeli a munkaáramot...
Nekem olyan kérdésem volna, bár nem elektronikai, szokott közületek hegeszteni valaki alut AWI -val?
Érdekelne tapasztaltabbak véleménye, alu zártszelvényt és szögprofilt milyen beállításon lehet jól hegeszteni? Falvastagság 2mm. INV 185PACDC gépem van szóval AC frekvencia és áramerősség érdekelne. A gondom az, hogy 90 fokban akarom összehegeszteni a sarkokat, de mikor az anyag sarkához érek, szinte elcsöppen az egész sarok. Ha lentebb veszem az áramot, akkor meg alig bírja feltörni az oxidot... A hozzászólás módosítva: Jan 2, 2022
Szia!
Az oxidtörés nem áram, hanem polaritás százalék kérdése. Az aluhegesztés meg soktényezős kérdés, nagyon érzékeny a tisztaságra, előkészítésre, előmelegítésre. Egyébként a 2mm tényleg vékony fal, relatíve gyorsan kell húzni. Ilyen vékony falat én 70A alatt szoktam, 35% tisztítással, 200Hz-en. De ez utóbbi voltaképpen tökmindegy, 50/60-al is simán hegesztenek. Ha a géped pedálos, akkor könnyebb. Mindenképpen legyen fémtiszta, zsírtalan - reszelő/bronzkefe, az elektróda nálam hegyes, de a gömböt szeretik mások, az ív pedig a lehető legrövidebb - őszintén szólva én bizony gyakran megyek köszörülni a mártogatás után Sok oktatóvideó van fent a YouTube-on. Welding aluminum for beginners, how to set your welding machine for aluminum, etc. Bocs, most olvasom, hogy a sarkához ÉREK, akkor simán csak túlhevül addigra. Kezdd a két sarkánál. Vagy húzd sokkal gyorsabban. A hozzászólás módosítva: Jan 2, 2022
|
Bejelentkezés
Hirdetés |