Fórum témák
» Több friss téma |
A fagép kicsit nagyobb volt, és nehezebb. Ettől még ezek a motorok adottak, forgácsolásnál úgysem lehet olyan sebességgel menni, mint a gyorsjárati sebesség, és a fagép is átér a legszélső pozícióból a legvégső pozícióba max 1 perc alatt, pedig az ott 600mm-ert jelent, itt meg a hasznos terület cirka 400mm lesz.
Mind a panelfúrás, mind a marás, olyan, hogy odaér a gép a munkaterülethez, és onnan már olyan kicsiket lép, hogy maga a fúrás/marás, nagyságrendekkel több időt vesz el, mint egy egy gyors léptetés az anyag egyik pontjáról a másikra. Szerintem is erős lesz a fémgépre a motor, van kisebb is, de alapban ezt teszem rá. Nema 23-as motornak meg a maximuma az 50V, nem tudom tartós üzemben mennyit bír, nekem ezek most elég gyorsak és nem melegednek egyáltalán. Azt még mindig nem tudom hogyan kötném rá a két motort a a két tengelyre, illetve milyen megoldás jöhet szóba az erőátvitelre mind a két irányban, ami azért egyszerű és olcsó, ezért alapban marad ez a váz max erősebb profilt rakok pár helyre.
Ezen a gépen találtok egy-két jó megoldást.
Bővebben: Link
Szia
Mit értesz megmunkálás alatt ?Milyen terhelést kellene neki elviselnie ? Pl: sárgaréz 2-3mm mélységben gravirozni tud persze hogy a felület is jo legyen mind ezt csak ovatosan (100-300mm/min ) ( pl: névtábla gravirozáshoz tökéletes ,kis szériában ) . Anyaga : az also keret és az "X" tartok 12mmx60mm-es Almg3 alubol a "Z" az egy darab 80x40mm tömb-böl ( ma már nem igy csinálom , nagyon gép igényes ) .A lin vezetékek "X-Y" 16mm-es a "Z" 10mm-es .
Szia
Nem lessz az rossz ne aggodj . Több féle képpen lehet kötni Pl : bipolárban vannak a motorjaid .A két motort sorba kötöd egymással . Két motort szét vállasztod és kap egy egy vezérlöt ( a Mach3-ban szinkronhajtással összefogod szoftveresen ) .A két orsot össze kötöd egy fogazott szijjal ( Pl :AT16-al vagy HTD16-al , Powerbelt )és azt hajtod meg az 1.7Nm-es motorral .Talán ez a legjobb megoldás mert igy tudsz növelni a sebességede anélkül hogy az orsokat cserélned kellene . Csinálsz mondjuk egy 1:2 áttéltelt ( 1000motorfordulatnál orso fordul 2000-et ) igy még mindig van annyi nyomatékod hogya gépedet simán eltugyja vinni de a sebességed 1250-röl 2500mm/min-re változik .Az orsokra még igy is jut összesen 8.5Nm hiszen csak 10mm átméröjüek . A fogazott szijjtol ne félj mert a HTD16-os ami olyan 15 széles 27Nm-ig garantáltan nem nyullik csak századokat ( egész pontosan 27Nm-eserövel terhelve 1000mm hosszon 0.08mm a nyullása ) számold át a Te gépednél ez mit jelent .
Erösebb profilt ?
A profilok már is többet tudnak mint a lincsapágyid . A profilok összekötését kellene jobban megoldani . Pl: az also összekötöt a két láb közé szoritani igy nem lenne neki forgáspontja ahol engedni tud .Hiába 4 csavarral szoritod oldalanként annyira kicsi a felfekvö felület hogy elmozdul . Csak példa : csinálsz egy dobozt fábol ( csak a 4oldalát ) ezt ha be fenekeled ugy hogy az aljára szegelsz egy lemezt attol még a dobozod instabil lessz , de ha a fenék lemezt bele teszed a dobozba nincs az az ember aki a derékszögböl ki tugyja mozditani .
Bocsánatot kérek mert el irtam a vastagságát az aluminiumnak valojában 15mm vastagok és nem 12mm.
Akkor csak lejjebb kéne tenni a lineáris tartókat, akkor lenne hely az alsó összekötőnek alul a két láb között.
Igazából csak meg kell fordítani a 11 centis lábakat. Ez mondjuk egyszerűen kivitelezhető. Mindjárt megkuksizom a CAD-ben, hogy befér e a két láb közé, ha nem akkor sincs gáz, mert a kocsin lévő elemből lehet nagyobbat vágni. Elméletileg elfér, mert 9-es a tartó, 6 a két láb, necces, de beférhet.
Ezt a motor sorbakötést ki tudod fejteni bővebben? Hogy nem fogják egymást zavarni?
A vezérlőm 3 tengelyes, nincs szabad port a szinkronhajtásra.
Köszönöm a választ, ezekszerint jól "saccoltam" a kép alapján. Nekem nem létszükséglet egy ilyen cnc, ilyet szeretnék vásárolni ez évben, és ha időm engedi csak belevágok egy A5-A4 méretű gépbe. A fórumon található szerkezetek gyenge pontja a váz szerintem, és inkább kutakodok, mintsem hogy később bosszankodjak a berezgés, pontatlanság miatt.
Jaj,jaj !
Ha már nem szeretnél bosszankodni , erre vigyázz mert van belöle müanyag is és aluminium is . Nagyon picike a munkaterülete . Ha ilyen kell lefotozm Neked a kis kedvencemet bár még nagyon kezdeti stádiumban van .A munka terület 150X150X70mm ( direkt mütyürökhöz valo .Kap egy 250W motort és csak ugy darálja majd a fémet .? Picike , két tenyérben elfér az egész .12-es lincsapágy és a "Z"nek meg 10-es ( ilyen méretben ez brutálnak számit ) .Ja és 0.5Nm nema 17-es motorok fogják hajtani bipolárban . A vásárlással vigyázni kell mert valhol minden vásárlás egy kompromisszum .A Proxxon egy jo márka ( motorokban ) hivd fel a Klavio KFT-t ( Ök átalakitottak eggyet ) hogy mi a tapasztalatuk a natur géppel kapcsolatban . Léptetökkel és vezérlövel egy kicsit drága lessz .
A linkelt gépnél nem nehéz jobbat épiteni. Jól kell megválasztani a konstrukciót. Sajnos a net nem igazán segit benne. Az emberek zöme másolja a nyengébbnél gyengébb terveket sőt még terjesztik is. Az a proxxon is csak modellezni való.
Miért zavarnák egymást ? A két léptetö elvileg egyforma akkor semiféle problémát nem jelent öket sorba vagy ( ha a vezérlö birja ) párhuzamosan kötni .
Még azt is meg csinálják hogy ugyan azon az orson csak a két végén van egy egy léptetö ( persze forditott irányban az eggyik ) . 200lépés az 200lépés .
A munkaterület a linkelt gépnél is 150x150 méretű...
A koordinátaasztal fecskefarok megvezetésű, beállitható a kottyanásmentesség. Nekem is mütyürökre kell, és nem napi használatra. Nem is terveztem rá semmilyen cnc vezérlést, kifejezetten egyedi alkatrészeket készítenék rajta, és koordinátafúróként is jól jöhet. Ha belevágok a házi készítésű gépbe, akkor néhány alkatrész elkészítésében hasznát is veszem. Ennyi pénzért használható gépet kapok, mivel a Proxxon azért nem az alja kategória. A kis kedvenced fényképére kíváncsi vagyok. Bár ha még nagyon kezdeti stádiumba van, akkor az gyermekpornográfia annak minden következményével együtt... 
Sajnos igazad van .
A hobbistának az a lényeg hogy minél olcsobban tudjon használhato gépet épitei magának a kissebb " cégek "nek meg az hogy minél olcsobban tudjon használhato gépet épiteni magának és azt a profigépekhez képest 20-30%-al olcsobban piacra dobni . Mi a különbség ?( lagalább a duplája ) . Csinálok én is megrendelésre gépeket ( föleg nagy routereket 3000X1500X200mm gép mérettel ) de sosem használok mást az ISEL lin csapágyaknál és az MSD vagy MSDD ( nagyon bevált ) vezérlöknél , váznak meg 100x60x5mm zártszelvényt szoktam . Ugy hogy vigyázni a vásárlással ( jol körül kell járni a témát , nem véleményt hanem tapasztalatokat kell szerezni ).
Ja , hogy tekergetni akarod ?
Végül is miért ne !? Azért szoftveresen könnyebb . Fotozok és ide teszem a kisgépet . Van ettöl kissebb is de az nem az enyém . A gyárto a papiron ( jobbra ).
Mint már írtam, nekem nem létszükséglet, hanem hobbi. Éppen ezért szeretek sajátkezűleg megvalósítani dolgokat, és ehez kell az ósdi "tekergetős" fúró-marómű. Legyártatni egy alkatrészt csak pénzkérdés, meg némi utánjárás. Igazad van, cnc-vel könnyebb, sok esetben csakis azzal lehet manapság létrehozni egyszerűen tárgyakat, de ez legyen a következő lépés nekem.
Mondd miért nem látok vajon amatőr gépeken olyan lineáris sínt, mint a képen szerepló cég gyártmányán?
Ehhez mit szólsz?
Hozzá lehet fogni az oszlopokhoz, meg a kocsihoz is.
Szerintem azért mert még kevés gépet láttál .
Ma már szinte kizárolag csak lin sinekkel és kocsikkal dolgoznak az amatörök . A munkaterületek nagysága meg kivánja hogy alátámasztott linvezetékek legyenek föleg a mozgohidas konstrukcioknál . Azok akik csinálnak viszonylag liméretü gépeket azok nyugodtan használhatják a linvezetékeket a linperselyekkel . Ne a bolti árakbol induljatok ki , ma már van a net és a posta és nem csak a belsököröknek van a nagyon jo állapotban lévö kiprobálhato ( nem Vaterás ) használt piac is . Pl: 1000mm 20-as ( Ina vagy Skf ) használt lineáris sin 2db kocsival 9-10 000ft-ért beszereznetö simán . Vannak a Hobby CNC találkozok ( évente legalább 4x 5x ) és ott még olcsobban be lehet szerezni ezeket és ujjakat is akár cégektöl akár magán személytöl . Kiállitás és börze . A legközelebbi Hatvanban lessz e hó végén , utánna Debrecenben április végén ( debreceni vagyok ) . Infot találtok dögivel Bővebben: Itt
Szia!
Majd elméletileg kapok vaskosabb fióksíneket,olyanokat amik ilyen rack szekrényben voltak, kb 100 kg a teherbírásuk és csak a postát kell fizetnem.Minél előbb szeretnék normálisan dolgozni a géppel,szóval a hétvégén megpróbálok még 2 db ilyen vacak minőségű fióksínt is felrakni,hátha jobb lesz addig is a gép,amíg megérkezik a másik.Ha esztergáltatnék egy tutira egyenes orsót akkor annak hogyan tudnám beállítani a párhuzamosságát a fióksínekhez képest? :worship:
Szia
Hát ugy hogy a kocsit eltekered az eggyik oldalra és ugyan azon az oldalon rögzited a csapágyházat utánna eltekered a másik oldalra és ott is rögzited a csapágyházat ezt meg csinálod 2x3x és biztosan jo lessz . Erre gondoltál ?
Na fából (kemény parketta fa) sikerült kimarni egy tartót, persze a fala megint vékony lett, nagyon becsapós ez a cad, a képernyőn kasa vastag. 0.5-ös fogásmélységgel vitte mint a vajat, mivel 20mm vastag agyagot csináltam, ezért 40 menet volt, 1.5 óra, de inkább lassan de biztosan, mint kapkodva. A négy tartó így a hétvégén meglesz. Átrajzoltam a falvastagságot. Maga a luk az maradt és úgy passzol bele mint Katiba a gyerek. 4-es keményfém maró, meg sem kopik ettől a fától.
Annak ellenére, hogy a falvastagság 2mm és úgy kellett finoman ráütögetni, ez a keményfa nagyon jól állta a sarat. Ideiglenesen ezeket felrakom, és az első dolga az lesz a fémgépnek, hogy kimarja a saját tartóit. A tervben felraktam az alsó merevítőt, remélem így gondoltad, hogy az Y tartók alsó részét hogy rögzítem még lövésem sincs, lehet kéne nagyobb távtartót vágni, de akkor felsaraboltam cirka 60 centi profilt feleslegesen.
Üdv!
Hozzájutottam egy ilyen aktuátorhoz, amit tudok róla, 500kg-ig terhelhető és 6 inch az útja. A végén nem kör van, hanem egy munkahenger villa. Ezeket csak a képen látható módon lehet használni? Vagy húzatni is lehet velük?
Szia
Ha jol látom az orsoanya mind két végén van csapágyazás ezért biztosan két irányban terhelhetö .Bár a csapágyak rögzitése nem igazán látszik .A csapágy fedél ( felsö hengeres ) hogy van rögzitve a csapágyházhoz ?
Szia
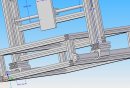
Ne szabdald szét az anyagodat .Ez igy most valamivel jobb mint az elözö verzio . Csak a két menetes orsoban látom a megoldást . Más : az "X" lintengelyeit nem lehet áttenni a profil tuloldalára ? A maroszárnak valahogy az "Y" lincsapágy sikjain belül kellene maradni hogy a terhelést a lincsapágy és ne a váz vegye fel . A terhelések ( erövonalak ) minél közelebb vannak a lincsapágyak sikjaihoz annál merevebb a vázszerkezet .Itt minden terhelés a maroszár hegyére és kicsit az oldalára esik .Ez a pont minél messzebb van a lincsapágyak sikjátol annál instabilabb a váz merevsége ( ugy müködik mint egy erökar , minél hosszab annál könnyebb elmozditani vele valamit ) . Ezért szokták hátra dönteni a mozgohidas gépeknél az "X" hidak lábait .
Egy észrevételem lenne. Ha csak oldalanként 1-1 lin csapágyat használsz az "y" tengelyen (véleményem szerint 2-2 db min kell, mert nagyon magas a felépitmény) akkor az alsó összekötöt a csapágyakkal egysikban vinném át, hogy a meghajtó orsó is egysikban legyen. Az ilyen konstrukciónak ez nagyon nagy hibája, hogy a megmunkálási és a hajtási erök távol vannak egymástól. Ezt kiküszöbölni csak az "y" nagy terpesztésével lehet-ne. Ez viszont a munkaterület csökkentésével lehetséges vagy a gép méretének a növelésével. Mindenképpen nagyobb a bekerülési költség, de hosszabb távon megtérül
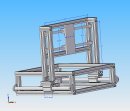
Mivel az x lintengelyek rövidek, és faramucik, csak így tudom átrakni, de szerintem nem erre gondoltál:
kijjebb az y felé nem nagyon. Az otthoni gépen már 20mm szélesek a tartók, és olyat is martam. Ennél nagyobbat nem tudok marni, mert keményfából ennél vastagabbam nincs. Most hogy átkerült az alsó tartó felülre még mindig a két menetes orsót preferálod? Ha más két orsót csinálnék, felraknám a lintengelyt felülre, és azon utaztatnám az x-et ahogy a libikokádon van.
Nem is kell kimenni az országból, hogy egy viszonylag türhető, bárki számára érthető és elkészithető elképzelést találjunk. Azért még itt is felfedezhető néhány,nem alapvető hiba. Az elvet felhasználva és saját anyag és anyagi konverzióval nagyon komoly gépet lehet épiteni. Mint itt látni lehet, kicsiben is.
Ez is felső y sínes. Lehet hogy átalakítom, azt már megtaláltam hogy lehet két 8 vezetékest motort bekötni, utána kell néznem mi van otthon, de kétlem, hogy lenne 2 egyforma. Azért 0.8-1Nm-esnek kéne lenni.
Ez az . Ez igy nagyon tuti .
Az also összekötönek nincs köze a lincsapágyadhoz , ez a merevités csak azért kell hogy ha már a lincsapágyaid rendben mennek ( két menetes orso) akkor ne keljen már az alsomerevitést piszkálni . Ahogy az l48 is irja kevés a lincsapágy szélleséged az "Y" tengelyen , illetve nem kevés de akkor meg magas az épitmény ( erökar ) . nincs arányban . Lehet tényleg az lenne a legjobb ha az "Y" -t felemelnéd az "X" hid magasságába vagy legalábbis nagyon közel ahoz . A két orso azért kell hogy amit az ujjaddal nyomkodtál hátrafelé az egy az egyben megszünjön ( ettöl jobban nem lehet ez a legjobb megoldás rá). |
Bejelentkezés
Hirdetés |