Fórum témák
» Több friss téma |
Ez a profil csodákra képes, nekem talán annyi fenntartásom van, hogy önmagában nem elég merev, és túl könnyű is. Könnyen rezgésbe jön, ami a megmunkált felületen meg is látszhat.
Egy 10-12mm-es alaplemezen inkább el tudnám képzelni.
Hasonló mint a quick konnektor, de mégsem ugyan olyan. Egyébként jó link, majd megpróbálom alkalmazni.
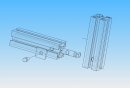
Van egy T alakú stiftem Egy V alakú menetes elem (igazából trapéz a v alja le van csapva) meg egy menetes csavar. A T teteje megy a profil felső sínjébe a szára a profil csövébe, abba a csőbe kell fúrni egy lukat ott ahol a t szárán van egy bemélyedés. A trapéz alakút be kell rakni a rögzítendő elem felső nútjába, és megfúrt lukon keresztül bele kell tekerni a csavart a t szárán lévő nútba keresztül a trapéz alakú profilon. Ettől gondolom a trapéz profil befeszül a nútba, mert a csavar nem tud tovább menni a t szárán lévő núttól. Na pont ilyen nincs a linkelt oldalon, de majd megrajzolom magamnak.
Nálunk általában ezt a két megoldást használják a szerelőgépek összerakásakor. Az elsőnél át fúrják a profil oldalát. A második egy egyszerű 90-os elem. Én a másodikkal raktam össze a vázat. Keresgélhetsz pl: itt is. Vagy ha tudod, hogy milyen fajta akkor a gyártó honlapján( persze ha van). Az enyém ITEM profilokból áll.
Szia
Megkérdezhetem, hogy mennyibe kerül ennek métere? (milyen méretre vonatkozva) Üdv
Na az enyém ilyen, csak a pücökben nem ilyen a luk, hanem befelé mélyül, így a csavar ami nem ilyen fejű hanem sima hernyó csavar behúzza a helyére a stiftet, ami így befeszíti a másik elemet.
Hello! A profilokat általában súlyra adják. Az én gépvázam mint írtam ITEM elemekből áll, ez a második a 40*40-es kategoriában, a súlya kb. 2.2-2.5 kg ha jól emlékszem, de az item honlapján fent van. Új árat nem tudok, de nem egy olcsó, használtan már 500-700 Ft/kg is lehet szerezni.
Meg akarom rajzolni az egész gépet ezzel a solid edge-el, csak annyira még nem ismerem, hogy minden elem pont olyan legyen mint az eredeti, de kiindulásnak jó lesz.
A profilokról sok helyről lehet letölteni 2-3D -s CAD fájlokat, érdemes rákeresni. Általában gyártó honlapja.
Igen de pont ezek nincsenek benne. Egyébként nem a profil a nehéz, hanem a lukba kerülő hengeres stiftbe nem tudtam belevarázsolni azt a kicsit hosszúkás befelé mélyülő vájatot ami behúzza a másik profilt miközben az ember tekeri befelé a hernyócsavart. Tehát a stiftben az általam készített rajzzal ellentétben nem egyenes falú a luk. Ha valaki tudja hogy kell solidedge-ben egy ilyen befelé mélyülő vájatot rakni egy hengerbe az szóljon.
Egy negatív kúpot kell beilleszteni az alkatrészbe...
De csak a látvány miatt felesleges az apró részletezés, ha bekényszerezed, akkor olyan mintha egyben lenne. 
Sziasztok!
Lenne egy alapvető kérdésem,amire még csak most jöttem,rá, hogy nem is tudom:Az x tengely az melyik?Az amelyiken a megmunkálandó anyag van vagy ez az y?A héten megjött a vezérlőm a javításból,ugyanis a z tengely vezérlője ismeretlen okok miatt tönkrement. Szoftveres végállásokat hogyan tudok beállítani?Mire jó a soft min és max?
Az x az ami a munkaasztalon keresztbe mozog. Ha álló az oszlop, és az asztal mozog akkor az asztal az y.
Persze csinálhatod fordítva is, csak nem úgy szokták.
Kép: Hivatkozás A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu]első teszt[/url]
Működik, még egyszer köszönöm,de sajnos volt egy szerszámtörésem(alkoholos filc!),mert a munkaasztal nincs síkban,a közepe megszívta magát vízzel és ezért van benne egy nagy dudor,amit szemmel nem is láttam.Legalább rájöttem,hogy nem a legdrágább alkoholos filccel kell kísérletezni.A CNC szót írattam ki vele,de valamiért az első C-betűt rosszul rajzolta le meg fordítva van az N-betű,lehet hogy rossz irányba forog az egyik motor?
Az n-ben és c-ben is van egy dudor az mitől van?
Dec 28.-án írtad, hogy mindjárt kész a géped, amire mondtam, hogy azért az odébb lesz még attól, mert van egy félig összerakott mechanikád, az még csak a munka fele vagy negyede.
Lehet hogy igazam volt Azért lassan csak összeáll, most már csak síkba kell marnod az egész asztalt, az cirka 24 óra ha olyan kasa nagy géped van mint amit most cserélek, amibe csak 3-as szárat lehet befogni. Egyébként a fagépnek ez a nagy hátránya. Párát kap, és kuka. Ezért építem a fémgépem.
Üdv!
Korábban írtam már, hogyha nem akartok ilyen puklisodást meg vetemedést a munkalapon, szerezzetek Doka vagy Peri táblát az építőiparból. Az első sárga színű a második fekete. Mindenféle vegyszerrel kezelt, tűz és vízálló. Ezzel zsaluznak betont, kegyetlen erős és sík is.
Azok a dudorok a nem sík munkaasztal következményei.Ott nyomta beljebb a filctollba a betétet a gép,de emiatt csináltam egy egyszerű felület követő tollat és vagy még 20 papírlapot raktam az asztalra,hogy szebben rajzoljon.Remélem,hogy nemsokára lesz marómotorom is.
Legnagyobb örömömre elindult a motorkám, úgyhogy a vezérlő ok. A port címzés volt rossz
 Azt szeretném megkérdezni, hogyha egy tengelyre két végállás kapcsolót tettem, hogyan kössem be őket. A mach3-ban nézegettem a input beállításokat, de ott x++,x-- és x home van. Hogyan kössem be ezeket? A végállások ilyen típusúak.
Úgy kell bekötni, hogy bármelyiket nyomja meg váltson alacsonyról magasra vagy magasról alacsonyra, már nem emlékszem mit vár. Az hogy az x++ vagy az x-- -t nyomta meg a mach3 onnan fogja tudni, hogy éppen merre mozgatta a motort. Értelemszerűen kitalálja, hogy ha pozitív irányba mozgatta a motort, akkor maximális végállást érte el, ha meg negatív irányban mozgott akkor meg a minimum végállást találta meg.
Ezért elég 3 bemenet +egy vészstop egy háromtengelyes gépre.
Akkor simán sorbakötöm a két végállást és rákötöm őket pl. a 10-es lábra a másikat pedig a testre vagy ezt is a leválasztott +5V-ra kell kötni?
Sorba. A Mach leírás 4.6.2-es fejezetén még ábrát is kapsz. A leválasztott 5 v és föld közé kel tenni, arra az oldalra ahol a mach kimenetei adják a stepp jelet, csak ez bemenet lesz.
Bővebben: Link
Milyen a vezérlőd?
Végállás mintakapcsolás bemenetek használatára szerintem..
Ilyen. Próbáltam a könyv szerintit, de valamiért nem megy. Sőt reggel még szépen kotort jobbra-balra, lassan-gyorsan, de most csak lassan vánszorog. Lehet, hogy a PCI-os LPT kártya kever valamit

Sikerült most már marómotort is szereznem egy kézi 130wattos gravírozó az áldozat.A segítségeteket szeretném kérni a g-kód szerkesztésében,ugyanis síkba szeretném marni legelőször az asztalt,de sajnos a mach 3 gépkönyvében semmit sem találtam erről és a "kézi tologatást" már unom.A maró egy gömbfejű maró,mert csak ez van,ezt kaptam a géphez,de azért remélem,hogy valahogy síkba lehet ezzel is marni az asztalt.
Szia!
Használd a Mach varázslói közül a felületkészítőt (pick wizard / surface) Próbáld először a levegőben. Gömbfejűvel nehéz eset síkot marni, venned kell egy marót, vagy köszörülj egyet fúróból.
Felejtsd el. Egyébként a gravirozóba 3-asnál nagyobb marót nem lehet befogni, egy ujmaróval is minimum 50%-os fedéssel kell marni, azaz egy egy lépésben 1.5mm fogsz haladni. Mondjuk egy 40-es asztalon egy cirka 250 menetet jelent a szélességét nem ismerem.
Ha van bármiféle programozói ismereted (akár exceles visual basic) akkor egy ciklust az y-ra egy irány változót valahogy így open "sikmar.tap" for output as #1 (pontos szintaxist nézd meg) for y=0 to 400 step 1.5 (ugye milliméterben a 40 az 400, és y variant nem int) print #1,"g1y"+format(y) (formatnak nézz utána) if irány=0 then print #1,"g1x300" (ha 30 centis az asztalod) irány=1 else print #1,"g1x0" irany=0 End if next y close(#1) Ezt lefuttatod, és a sikmar.tap-ot odaadod a mach3-nak és örülsz. Cirka 3 óra sivítás után lesz az asztalod síkbamarva, kérdés mit bír a szerkezeted és a maród előtolásnak. De a gömbfejűt felejtsd el sürgősen.
Ne már az M3 nem tud nullpont eltolást? Azzal pár sorral elkészíthető. Azt mondták fanuc féle, erre beírom neki hogy G4 x 2 és nem csinálja, p t kellett x helyett.
Hello!
Sajnos nincsen semmilyen programozói tudásom,így nekem kínai a gulasoft által javasolt művelet,de azért köszönöm.A surface varázsló már kicsit egyszerűbb,de segítenétek beállítani,mert mint említettem abszolút kezdő vagyok e téren.A munkaasztalom méretei amit a szoftveres végállásoknál adtam meg,nem cm-ben!:y(munkaasztal )125,x:230. A szoftveres végállásokat hogyan lehet bekapcsolni,mert beállítani betudtam,csak bekapcsolni nem tudom,a homing/limits-nél kellene kipipálni a home neg gombot?Még egyszer köszi mindenkinek. |
Bejelentkezés
Hirdetés |