Fórum témák
» Több friss téma |
Akkor szerintetek vegyek hozzá egy 40 µF-os üzemi kondenzátort! Vagy kellene hozzá indító is nyomógombbal???
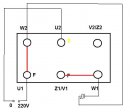
A bekötést a képen láthatjátok!
szerintem egyetlen 40 Mikrofarados kondi kell rá gyárilag. Igen, az a leg egyszerűbb, ha veszel egy 40-es kondit, állandó üzeműt, berakod azok helyett, amik most vannak bekötve. A kapcsolás marad a jelenlegi, szerintem felesleges külön nyomógombos áramkört is megvalósítani...gyárilag sem volt...Aztán ha gondolod, ki tudod deríteni, hogy a három közül melyik halott, a másik kettőt kár kidobni...akár kondicsere előtt is. pl üresjáratban elindítod, és közben méred a kondenzátorokon folyó áram erősségét külön- külön..Azt írtad, van rajta 2 db 8 mikros, meg egy 20 mikros...a kapacitásnak és az áramerősségnek arányban kéne lennie...tehát elvileg a 20 mikros kondin több mint dupla akkora áram folyik, mint a 8 mikrosok egyikén...a két 8 mikroson egyformának kéne lennie...mivel valamelyik szar, valamelyik állításomat nem fogja alá támasztani a mérésed..Ha az egyik 8-as szakadt, akkor azon nem folyik áram, vagy csak jóval kissebb, mint a másikon...Ha a 20-as szakadt, akkor a két 8-ason egyforma áram folyik, a 20-ason meg nem éri el a bő dupláját...Ilyenkor jól jöhet egy lakatfogó, ha van kéznél, akkor nem kell megbontani az áramkört a méréshez, így nem kell utána össze toldani sem a következő méréshez...Hogyan irod a mikro-t? én nem tudok, csak normál betűkkel

Köszönöm a segítséget!
A mikrofarad-ot valahonnét kijelöltem,ide pedig beillesztettem! Még a forgásirány megváltoztatásban tudnál segíteni? Melyik vezetékeket cseréljem meg?
Mivel csak három kivezetésed van csak egy irányba lehet
üzemeltetni. Így is meg lehet fordítani de nem ajánlott mert le fog égni.Ha közép vasmagos, akkor meg fordítva összerakni. 
Ha fordítva rakom össze,akkor ugye nem éghet le???
Írj egymás után egy kis u-t és egy nagy F-et. Ezekből µF lesz a szövegben.
Ha másik oldalról belerakod a forgórészt ,megnézed hogy az állórész vas és a forgórész vas fedi egymást. Ha túl lóg vagy lentebb esik, akkor ne fordítsd meg mert leéghet.
Nem tudom elég világos-e amit írtam
µF ...Uff...értettem...Köszönöm
Elvileg az állórész vasmag hossza, és a forgórész vasmag hossza egyforma...max 1-2 mm eltérés fordul elő...ha nem esik egy vonalba az állórész és a forgórész vége, akkor az egymást nem fedő területeken nem tud forgató-nyomaték kialakulni, mert ahol nem fedi egymást az állórész és a forgórész felülete, ott nem záródik a mágneses mező. Ezért a fennmaradó energia hő formájában jelentkezik...de ha tojást is akarsz sütni rajta, akkor ne is foglalkozz vele
 illetve annyival gyengébb lehet a motor...Mivel a forgórész és az állórész egyforma hosszú elvileg, ezért ha az a vége amit látsz, kijjebb van, túllóg, akkor a másik oldalon meg beljebb van, és ott nem jó...Tőlem azt kérdezte egyszer az egyik kollega, hogy ha egy motorhoz nincs forgórésze pont olyan, csak hosszabb, berakhatja-e...Azt mondtam neki, szerintem ha a horonyszámok kapcsán nincs gond vele és átmérőre egyforma, akkor igen, de nem győződtem meg róla illetve annyival gyengébb lehet a motor...Mivel a forgórész és az állórész egyforma hosszú elvileg, ezért ha az a vége amit látsz, kijjebb van, túllóg, akkor a másik oldalon meg beljebb van, és ott nem jó...Tőlem azt kérdezte egyszer az egyik kollega, hogy ha egy motorhoz nincs forgórésze pont olyan, csak hosszabb, berakhatja-e...Azt mondtam neki, szerintem ha a horonyszámok kapcsán nincs gond vele és átmérőre egyforma, akkor igen, de nem győződtem meg róla
Sziasztok.lenne egy kérdésem.Nekem egy IMI oz 90L-2N tip motorom van.220v 1100w ,és2920rpm.Az érdekelne,hogy ez a motor üzemi kondis-e?vagy csak indító?és kb mekkora kondi való hozzá?ami rajta volt az egy 100-130mf fekete színu kondi volt.a válaszokat elöre köszönöm.
Ha OZF 90L- 2N akkor indító kondi kell rá....a fekete műanyag burkolatú indító kondi, tehát eddíg jó...gyárilag relével oldották meg...1100 Wat...szerintem 120 µF jó lesz...csak a relé is legyen üzemképes...
Szia Pityesz001! Ismerem ezt a motort, jó néhányat csináltam. Meg lehet dupla fordulatúra csinálni, csak két dolgot tartsál szem előtt: A 2 póluspárú motorok mágnesköre és az 1 póluspárúaké eltér. Át kell a mágneskört számolni többször, hogy a már meglévő fogak geometriájához illeszkedő menetszámokat megkapd. Tekintettel arra hogy ez már adott, legelőször is indítási nehézségekhez fog vezetni az átalakítás. (Egyébként az is előálhat hogy nem lép fel ilyen gond, de ehhez ismerni kell az állórész lemezrajzát.) Aztán a másik, hogy a teljesítmény mindig közel állandó marad (a veszteségek csak kicsit nőnek meg) mivel P=M*omega (omega a szögsebesség, M a nyomaték, P a teljesítmény) a nyomatéka le fog csökkeni, pont úgy, mintha egy 1:2 fogaskerékpárral növelnéd meg a fordulatát... Végül még annyit, hogy a teljesítménye a gépnek mindig a bele épített vas menyiségétől függ. Egy indukciós gép az álórész villamos teljesítményét a légrésen át a vason keresztül juttatja a forgó részbe. Ha a vasat eleve úgy betekercselték hogy a tekercs gerjesztése kb. B=1,8-2 Vs/m2 indukciót létesít gyárilag, ezt kellene megnövelned, hogy a teljesítmény is nőjön. Ezt pedig nem lehet büntetlenül... (búgni, morogni fog a gép, és a vas fog benne melegedni, illetve mint ahogy mondtam marha nehezen fog indulni ha egy fázisú marad. Remélem segíthettem. Ha mégis át akarod számolni a mágneskört, nekem van rá egy jó kis excell átszámítgatós okosságom, elküldöm, csak kicsit összetett ha nem vagy a témába valamennyire otthon.
Jáger Viktor
Köszönöm a válaszod.így már oké.minden jót
Úgy látom a számolási részében otthon vagy...Az a helyzet, hogy amit én tekercseltem át, az egyik eredetileg 4 pólusú volt, 24 hornyos vasmaggal, nekem 2 pólusút kellett csinálnom belőle...van egy könyv, az a címe, hogy Villamos forgógépek tekercselése...Barabás-Karsai....Ebben a könyvben van valaholegy táblázat, amelyben leegyszerűsíti a más pólus-számra tekercselés számítását. Ebben 6 vagy 8verzió esetére le van írva egy szám, mennyivel kell szorozni az eredeti huzal keresztmetszetét, és osztani a menetszámot. 4 pólusról (1420/p) 2 pólusra (2920/p) áttekercselésnél 1.8 szerepel, tehát a menetszámot osztani kell ezzel, a huzal össz-keresztmetszetét meg szorozni, és persze más lesz a horony-lépés...kitér az állórész/ forgórész hornyok arányára is ez a könyv, írja, hogy léteznek olyan esetek, amelyeknél adódik indítási probléma, egy halom párosítást felsorol, milyen horonyszámokkal indul jól a motor, közepesen, gyengén 2 pólus, 4 pólus, 6 pólus és 8 pólus esetén...Én is féltem, hogy ha átszámolom a könyvben írt táblázattal, akkor nem fogja bírni a vasmag....de gyakorlatilag bírja...anno egy mérnökkel is beszélgetem erről (akinek mára komoly egészségi problémái vannak, ha még él), ő azt mondta, hogy gyárilag elég nagy ráhagyással számolták ezeket a vasmagokat gerjesztés terén, hogy véletlen se telítődjön a vasmag...áttekercseltem, elismerem, hogy minden bizonnyal a mágneses fluxust 1.8-szeresére növeltem...kb...de azt mondják, mindent visz, erős...Mielőtt nekiálltam a tekercselésnek, össze hasonlítottam a kapott eredményeket gyárilag kétpólusúra tekercselt, nagyon hasonló vasmag-méretekkel (2 mm vasmag-hossz eltérés, vagy max 3 mm eltérés átmérőben) rendelkező motorok adataival, és meglepetésemre találtam olyat, ami az én általam kapott adatokkal 2.2 KW-os ként volt feltüntetve...de eddíg még nem szóltak, hogy gond lenne vele...de a táblázatodra kíváncsi lennék, ha megoldható...rengeteget törtem a fejem, hogy biztos hogy jó lesz-e úgy, ahogy a könyv írta, mert akárhogy is nézem, igazad van abban, hogy nem célszerű növelni a fluxust...Az első munkahelyemen is tekercseltünk át néha motort más pólus-számra, akitől ott tanultam, szétszedett motor esetén ránézésre mondta, hogy azt a példányt át lehet-e tekercselni, vagy nem bírja a nagyobb gerjesztést...egyszer letesztelte az egyik kollegina, megtekercselt egy olyat, amire azt mondta hogy nem bírja...és tényleg nem bírta, gerjedt üresjáratban is, és magas volt az áram-felvétele...de az nem IMI volt...amire azt mondta, hogy át lehet, az át is lett, és nem volt gond velük...csak nekem még nincs ekkora rutinom, hogy fejből tudjam minden féle motorról, hogy bír a vasmag ekkora többlet-gerjesztést, vagy nem...tekercseltem gyárilag 6 pólusút is 2 pólusúra, de nem sok félét lehet, ott ha jól emlékszek 2,55 de ebbe fejből nem vagyok biztos...minden esetre ha én is kapnék egy példányt abból a számításos táblázatból, azt megköszönném
Sziasztok!
Van egy cseh gyártmányú 220V 0,75kW-os 2880 1/perc fordulatú motorom! Szerintetek mennyibe kerül a tekercselése? Sajnos le van égve!
Kedves szabopeteke!
Kedves Péter! Ami a leveled első részét illeti, nincs hozzátenni valóm, egyszerű, és frappáns megoldása a motor átalakításnak. Én is élek/éltem vele, bár vitathatatlan, hogy kissé magas a kockázata a sikertelenségnek. A számítások megkönnyítésére csatoltam a segéd-programot, és egy példát, melyben egy 10 kW gépet számoltam ki vele. (Benne van még a kördiagramm adatok, hűlési viszonyok szimulációja, meg egyébb érdekességek is) Ha egy kis időt neki szentelsz átalakítgathatod saját szájad íze szerint, én már rengeteg gépet újraszámoltam vele, teljesen gyári jellegű (elég nagy ráhagyású) értékek adódnak. Ha elakadsz, hívj fel (06308940365) vagy írj itt, hátha másokat is érdekel. A másik: Az a szaki akit emlegettél, sajna elég nagy árat fizetett azért a szakmai tapasztalatért, mire rájött hogy mit lehet és mit nem. Képzeld mennyi motort el kellett bénáznia, mire rájött, hogy a lemezrajzolatból mit kell nézni, ami lehetővé teszi a gép átalakítását. Célszerűbb, ha kevesebb a gyártási tapasztalat, nagyobb hangsúlyt helyezni az előzetes számításokra. Ha érdekel, megírom, hogy milyen méretei a lemezrajznak azok, melyek alapjába véve eldöntenek mindent. Nézd meg a mellékelt dokumentumot. Üdvözlettel: Jáger Viktor
Szia Pitya!
Egy villanymotort mindig annyiért szoktam megjavítani, amit még éppen megéri, és ki tudnak fizetni. Ebbe a motorba amit írsz, van kb. 1-1,2 kg rézhuzal (ára mondjuk kilonként 2000 Ft körüli pénz) meg melózok vele kb 8 órát, meg fűtöm a műhelyt, a horonyszigetelés, a nitrólakk, stb még nem is említem. Aztán ha kérnék 10 vagy 12 ezer Ft-ot ki sem fizetnék, mert a piacon ennyiért már két motort kapnak, ami működik... (Ezt szokták mondani, persze kamu az egész, mert úgyis nálam hagyják, csak nem jönnek érte sokáig amikor kész van) Hát ez a helyzet az árakkal. Kíváncsi lennék a kollegák véleményére is. Üdvözlettel: Jáger Viktor
Köszönöm az infókat, még nem rágtam át magam eléggé az adatokon, de meg fogom tenni...
 kíváncsi vagyok...amúgy az az igazság, hogy az a fickó, akit említettem, hogy ránézésre mondta, hogy át lehet-e tekerni a motort, román származású, és tizenéves kora óta egy villanymotor-gyárban tekercselt Romániában...úgy emlékszek a 90-es évekig...az kb. 25 év gyakorlat, de nem akarok hülyeséget írni... Amúgy azt hiszem, elég jól belenyúltam most a lecsóba, lenne mit tanulnom, bőven, és érdekel is....a számot elmentettem...remélem nem fognak túl sokan zaklatni így , hogy kiraktad fórumba... "Ha érdekel, megírom, hogy milyen méretei a lemezrajznak azok, melyek alapjába véve eldöntenek mindent." kíváncsi vagyok...amúgy az az igazság, hogy az a fickó, akit említettem, hogy ránézésre mondta, hogy át lehet-e tekerni a motort, román származású, és tizenéves kora óta egy villanymotor-gyárban tekercselt Romániában...úgy emlékszek a 90-es évekig...az kb. 25 év gyakorlat, de nem akarok hülyeséget írni... Amúgy azt hiszem, elég jól belenyúltam most a lecsóba, lenne mit tanulnom, bőven, és érdekel is....a számot elmentettem...remélem nem fognak túl sokan zaklatni így , hogy kiraktad fórumba... "Ha érdekel, megírom, hogy milyen méretei a lemezrajznak azok, melyek alapjába véve eldöntenek mindent."  Igen. Érdekel. Igen. Érdekel.  Biztos, hogy lessz kérdésem, ha alkalmaznom kell...de lehet, hogy kíváncsiságból isel kezdek ismerkedni az anyaggal...még egyszer köszönöm az infókat Biztos, hogy lessz kérdésem, ha alkalmaznom kell...de lehet, hogy kíváncsiságból isel kezdek ismerkedni az anyaggal...még egyszer köszönöm az infókat
Konkrétan én úgy látom, az árfolyamot nem lehet általánosítani, mert egyrészt az anyag-árak nem egységesek ország szerte...ha az egyik helyen szerzem be,másfélszer annyiba kerül a réz, mint a másik helyen, de ez évről évre, hónapról hónapra változik (gondolom a kereskedők haszna nagyon befolyásolja). Másrészt a technikai háttér erősen befolyásolja, hogy egy konkrét motort mennyi idő alatt tud megtekercselni az ember. Így aztán jelentős eltérések adódnak, és nem feltétlen a tekercselő haszna a különbség java része...én tekercselek forgórészeket is, de lehet, hogy csak a melóhelyemen fogok a későbbiekben, mert már bele fásulok, hogy mindenhol falakba ütközök, nem lehet épeszű impregnáló anyagot össze szedni, mert mindenhol titkolják a forrást, de ha kell hozatnak nekem legalább dupla áron. Csak ha bele gondolok, hogy 3-5 ezer ft-ért tekercselnek szerszámgép-forgórészeket, nekem meg egyetlen darab kommutátort akarnak 3 ezerért adni, és akkor még neki se álltam, nincs benne szigetelő, huzal, impregnáló-anyag...ha nem találok egy olyan gyártót, ahonnan közvetlen tudok rendelni elfogadható minőséget, akkor nem fogok forgórészt tekercselni itt, mert ráfizetéses lesz...az állórészekkel is vigyázni kell, mert aki lomizásból tud össze szedni használhatót, annak olcsóbb, mint ha tekercselteti, és sokan nem foglalkoznak azzal, hogy a lomizás lutri...Erre felé az emberek nagy része tényleg megveszi a névtelen szemetet, mert úgy gondolkodik, hogy ha egyetlen melót meg tud csinálni vele, akkor bekalkulálja az anyag árba az egyszer használatos gép árát is, és inkább rendszeresen megy szemetet venni, a komolyabb gépek meg nem kerülnek javításra, mert nincs pénzük...A harmadik dolog, hogy aki sok motort tekercselt, és tud pontos tekercs-méretet, az ki tudja hozni kevesebb anyagból, aki nem annyira gyakorlott, lehet, hogy 20-30 dekával több huzalt rak a motorba, ha nagyobb a tekercs-méret...és ha elfér, még akár könnyebb is lehet berakni a tekercseket meg a fázis-szigetelőket...ami árfolyamot írtál, szerintem itt, ahol én vagyok, 50 km-es körzetben nem nagyon csinálják meg ennyiért...Ajkán 18 ezerért tekernek ilyen motort...bár nem is szednek össze 2 ezerért huzalt...aki meg csinálja ilyen árfolyamban, az valahogy megoldja a számla-kérdést, áfa-kérdést szerintem
Kedves Péter!
De hamar válaszoltál! Én nem mindig tudok ilyen hamar reagálni. Ami a méretezési kérdést illeti, konkrét kérdéssel bárki megkereshet telefonon, nem titok semmi, ha tudok segítek bárkinek, ha meg nem, majd segít nekem valaki más, és én is okosabb leszek. Kicsit megnyugodtam, hogy a tapasztalatok terén ezek szerint nem maradok el (mármint ami az időt illeti) az általad emlegetett erdélyi magyar szakitól. Az utolsó hozzászólásodhoz: A forgórészek külön műfaj az opera világában... Azért lehet olcsóbban tekercselni állórészeket, mert azokon lévő minimális haszont a forgókon lehet behozni! Igazából csak ezeket éri meg javítani. (Sajna nálam még 18e-ért nem hagytak javításra a néhány hozzászólással előbbszereplő motorból egyet sem, de ezek után meg fogom mutatni ezt a fórumot ha valaki jön ide javítatni valamit, hogy higgye el nekem, mibe kerül az élő munka igazából) Köszönet a hozzászólásért! Néhány tanács, mert emlegetted hogy Te is illetve Ti is foglalkoztok forgóval. El tudsz nekem küldeni egy képet az általatok újragombolyított forgórészről? (lehet, hogy én szorulok tanácsra, olyan színvonalon dolgoztok) Az esetek döntő részében a régi kommutátor némi átalakítás után (ha jobb gyártmányról van szó) újra használható. (máris spóroltál 3000 Ft-ot. Le kell esztergálni a zászlókat, ha a mika kikapart ki kell támasztani a szeletek között, újramarni, és leütni. Úgyis tudud mire gondolok. Csere csak végső esetben. Impregnálni pedig csakis kizárólag észter alapú lakkokkal, vagy gyantákkal szabad. (Dolphon-a Korax kft-től, vagy más villamos ipari gyantás cégtől, írd be a gugliba hogy Dolphon vagy Dolph's, olasz termék, de van amerikai is) Epoxi alapúakat bármilyen jónak is mondják soha ne használj!!! Hiába van epo... akármi villamos ipari gyanta 150 fokig, olyan epoxi vegyület nincs ami töltő anyag nélkül 70 fok felett bírná az igénybevételt. Ez a határ az észter vegyületeknél 180-200 fok felett van, arról nem is beszélve, ha vasoxiddal, vagy üvegliszttel telíted. Bár nehezebb vele dolgozni, mert a keverési arányok nagyon alkalmatlanok kis mennyiségekre, de hidd el csak az éri meg. Olcsó, sokáig eláll, mert hidegen meg se köt, és ha megköt, kiszedi a vidiás esztergakés élét... A kiegyensúlyozást ti hogy csináljátok? Meggyőződésem, hogy forgót több-kevesebb gyakorlás után mindenki újra tud gombolyítani, de amikor elérkeznek a felszabályozás és kiegyensúlyozás részhez, már kevesen bírják ezt sikerrel elvégezni. Nem felejtem el, legközelebb leírom ezt is ha izgat, meg várok egy kicsit, és elmondom az indukciós gépek lemezrajzán mellyek azok a meghatározó méretek, amiket figyelni kell ha át akarod alakítani. Üdvözlettel: Jáger Viktor Ja a legfontosabb:! Bárki olvassa is ezt, soha ne felejtse el, hogy a kereskedelembe kapható epoxi alapú gyanták térhálósítóit az EU-ban sehol nem gyártják, csak nálunk, mert a mi előírásaink teszik egyedül lehetővé azt, hogy bizonyítottan masszív rákkeltő anyagokat emberek napi gyakorlat szerint fogdossanak, belélegezzenek... Saját tapasztalatból tudom, borzalmasan veszélyasek, csak nem az első 5-10 év használat alatt, ha érti valaki amire gondolok...
Mo hát...mivel is kezdjem..Én az első munkahelyemen kizárólag csak használt cuccokat tekercseltem újra, és általában állórészeket tekercseltem. A jelenlegi munkahelyemen a cég foglalkozik rövidre zárt forgórészű (aluval kiöntött forgórészű, kalickás) motorok gyártásával, meg van egy forgórész-gyártó rész, de azok a forgórészek nem a cégnél, hanem külföldön kerülnek beépítésre. Én a forgórészes részen vagyok több mint 7 éve. Erősen célirányos minden típus. Egy cégcsoport tagja vagyunk, és a tekercselt forgórészek tengelyeit küldik külföldről, meg a vasmag-lemezeket is. ezeket általában személyesen pakettálom ragasztással, mert így kéri a megrendelő. Két féle mérettel dolgozunk a forgórészes részen általában. Mindegyik féle fél méter hosszú pálcákra fűzve érkezik. raklapon egyraklap nagyságú dobozban, amennyi bele fér, vagy amennyit rendelt a logis....vagy amennyi volt nekik raktáron. At utóbbi időkben átállnak a vas konténerre, de ez lényegtelen. Van egy sablon, ami...hogy írjam le...oldalra áll ki belőle egy villa-féle két ágú rész, a két ág közötti távolság pontosan a leendő vasmaghossz. a villa ágai pontosan merőlegesek az eszközre. méretre vannak köszörülve. Az az ága, amelyik a matkolat felől van, egyeltalán nem éles, nem hegyes kicsit sem, dírekt van így. A másik viszont ógy van kialakítva, hogy mikor a lemezcsomahból le akarok venni egy vasmag-hossznyit, akkor viszonylag könnyen bele megy a lemezek közé. Ez által a fél méteres vasmag-rúdakról le tudok húzni annyit, ami a vasmag hosszát adja. A tengely helyére azonnal bele rakunk egy olyan rudat, aminek egy talp rész van kialakítva az egyik végén, hogy megálljon függőleges helyzetben is, és a rúd többi mérete olyan átmérő, ami erőlködés nélkül, könnyen csúszik a tengelyre.Ez azért kell, hogy ne essen szét a köteg lemezeire, amíg nincs kész a példány, illetve ja elmozdulnak a lemezek egymáson, akkor egy szimpla mezei csavarhúzóval be lehet állítgatni a hornyokat most még csak szemre. Ha eddíg megvan, akkor van egy olyan célszerszám, amibe pontosan bele passzol a vasmag külső átmérője, és három ék alakú köröm a vasmag teljes hosszában igyekszik beékelni magát egy-egy horonyba. Az egyik egy rugós megoldással van, és durvább beállítást csinál, mint például, hogy ne legyenek görbék a hornyok, de a dőlész-szögük egyforma legyen a többi forgórészhez képest is. A másik két köröm pedig a pontos, végleges helyzeteket állítja be, és tartja, amíg el nem készül az adott példány vasmagolása. Ez utóbbi két körmöt egy tükör-menetes csavar mozgatja. ehez az eszközhöz mindkét végén hozzá lehet férni a ragasztóval. Van egy gép, ami előre beállított sebességgel forgatja a tengelyt. a gép kihajtása úgy van kialakítva, hogy különféle hüvelyek, csapok egyetlen csavar lazításával, meghúzásával könnyen cserélhetőek. Ezen a gépen van egy csúszófelület is jobb-bal irányban, ami párhuzamos a kihajtással. ezen a csúszkán van egy függőleges csúszka, ez utóbbin egy kézágú villa. amely alkalmas arra, hogy alátámassza és megvezesse a vasmagoló szerszámot, amelyben már benne van a vasmag, de még csak a szerszám fogja össze.Nyilván olyan hüvelyt, vagy olyan csapot fogok a gép kihajtására, ami a leginkább alkalmas az adott tengely megtartására, és forgatására. A tengelyek elő vannak melegítve. A gép vízszintes csúszkáját úgy állítom be, hogy ha a gép villájáról rátolom a forgó és forró tengelyre a vasmagot a vasmagoló-szerszámmal együtt, akkor a villa vezesse meg a vasmagot a lehető leghosszabb szakaszon, de annyi hely mindíg maradjon, hogy szabadon tudjon forogni a gépen a vasmagoló szerszám.A függőleges csúszkával az átmérő kapcsán kell variálni...a másik vasmag-átmérőnél másik sablon is kell, ez messziről látszik. Ha be van állítva a gép, melegek a tengelyek, van ragasztó, aktivátor (gyorskötő), tisztító spray, akkor kezdődhet a móka. Befújom a vasmagba a tengely helyét a tisztítóval,öntök bele a ragasztóból annyit, amennyit szét tudok kenni egy vékony rúd segítségével a belső felületen, rálépek a gépet indító pedálra miután feltűztem a tengelyt, és öntök a tengelynek az aktuális szakaszára is ragasztót, ami így forgás közben spirális lesz a tengelyen. ezt követően az aktivátorból fújok a vasmagba, és ha nem gőzöl a tengelyen levő ragasztó, akkor arra is, de az aktivátor után gyorsan kell a tengelyre húzni a vasmagot...ebben segít a gép villája is, mert ha a villán húzom a vasmagoló-szerszámot, akkor az optimális magasságban tartja a vasmagot, miközben a helyére húzom a tengelyen. A tengelyen vannak vállak, átmérő-különbségek, ezért kell valami, ami mindíg biztosítja a magasságot. Illetve a tengelyen a vasmag végénél van ütközőnek hagyva egy váll.A ragasztó néhány másodpercen belül meg kellene hogy kössön, ez alatt az idő alatt együtt forog a gépen a csapra húzott tengely, a tengelyre húzott vasmag, és mivel a vagmag még mindíg benne van ebben a szerszámban, ami ragasztó nélküli állapotban sem engedte szétesni, ezért azzal is együtt forog.De csak pár másodpercig. utána kiveszem belőle, és jöhet a következö...Ezt mg a kolleganő elöre legyártott, hozzánk készen érkező szogetelőkkel szigeteli, hogy ne tudjon testzárlat kialakulni, majd általában egy AW101 típusú tekercselőgépen bele tekercseli a huzalt, a horonylépés nem változik, a megrendelő mindíg ugyanazzal a lépéssel kéri az adott vasmagba a tekercselést. csak ha nem 18, hanem 24 hornyos a forgó, akkor más, de akkor meg mindíg a 24 hornyosra jellemző lépéssel kell. A huzal-átmérők, és menetszámok változnak gyakran, de attól még a munka menete nem változik...na elfogyott a türelmem, majd holnap talán folytatom....kamerám nincs, felvenni nem tudom, meg nem is engedné a vezetőség szerintem...holnap meló...lépek, majd valamikor folytatom elvileg
Egészségügyi szempontból sejtem milyen...a cuccok zömén rajt van, hogy irritatív...egy részükön az is, hogy élő vízbe nem ketülhet, illetve van még fokozottan tűzveszélyes is...Volt egy-két alkalommal egy másik cégtől egy-két ember nálunk...az egyensúly-pasztára mondtál,hogy szigorúan csak kesztyűben szabad...adíg nem is kaptunk kesztyűt...az volt a lényege, hogy ez egy műgyanta alapú, gyurma állagú anyag, két komponens van: kék és sárga. Ha a kettőt össze gyúrjuk akkor zöld lesz, és egy-két órán belül megkeményedik. Ebből rakunk a súly-hiányos helyekre. Egy célgép segítségével csináljuk a centírozást...jó éjt
Helló
Olyan kérdésem lenne hogy tudnátok nekem kapcsolási rajzot küldeni mégpedig egy olyan motort kellene bekötni ami inditó kondenzátoros ,inditórelés irányváltós kapcsolóra bekötni! eszterga gépre kell! van egy olyan 380as motorom ami be van kötve irányváltósra de nem tudom átkötni! más, 220 at bonyolultabb, gondolom akkor az össze kötő lemezt ki kell venni a motorbol és a inditó relé kivezetését is be kell kötni a kapcsoloba? köszi a válaszokat
No visszatérek a kommutátoros kérdésedre, mert tekercselés, és fedőszigetelés után a kommutátort a tengelyre ragasztjuk. A cégnél olyan kommutátort használunk, ami gyárilag sem zászlós (kampós), hanem már a gyártó is úgy küldi, hogy be van fűrészelve a szeletek vége a huzal helyének. Tehát a jelenlegi helyemen csak új, és befűrészelt szeletekkel levő kommutátorokkal dolgozunk, amelyhez van egy kommutátor-hegesztő gép. A szeletek köze viszont nincs befűrészelve, azt lakkozás után fűrészeljük be a kommutátor-fűrésszel. De az első munkahelyemen használtunk újra zászlós kommutátorokat. Általában fel tudom nyitni a zászlókat egy pengével, és azzal a pengével le is tudom pattintani az esetlegesen ott levő lakkot, vagy le tudom kaparni róla, vagy eszterga gépbe befogom a forgórészt miután felnyitottam az összes zászlót, és egy vékony, hegyes késsel finoman, ovatosan leesztergálom a lakkot a zászlók alatti részről. Persze voltam úgy, hogy egyetlen szelet végéről letört telercselés után, és csak azért nem akartam újra tekercselni...Igen, általában megoldható, hogy befűrészelje az ember a szelet végét, és miután belerakta a huzalt, ugyanúgy kezeli, mintha gyárilag olyan lenne az a szelet...egyszer, vagy akár kétszer is működhet a módszer, de ha jól van tekercselve, és nincs túl terhelve, úgy sem kell gyakran tekercselni...vagy ha elforgott a kommutátor rajta, és nem lehet megállapítani, hogy melyik szál melyik szeletre, akkor nem bántom, úgy ahogy kaptam, tovább küldöm, és mikor visszakapom tekercselve, akkor nézem meg szemre, esetleg mikroszkóp alatt, melyik szál melyik szeletre...és akkor legközelebb már tudom. A cégnél sablonnal rakjuk fel a kommutátorokat, az elhúzási adatok adottak, és összesen négy féle elhúzással gyártjuk a forgórészeket...Ha megírtam a lényeget,akkornem folytatom, ha nem, akkor kérdezzen aki akar
Konkrétan milyen típusú motorral akarod megoldani? 1~, vagy 3 ~? Van 380-ad?...Gondolom nincs, ez okoz neked gondot....
Szia 220 as motor inditó kondis
Kedves Péter!
Rendkívül plasztikusan írod le, szinte látom magam előtt az egész munkafolyamatot, anélkül, hogy egyetlen képet is mellékelnél. A kérdésem a következő: Az előző leveldben említedted azt a tekercselő gép típust, amivel betekercselitek a forgórészeket. Próbáltam rákeresni, de sehol nem láttam. Kicsit konkrétabb típus megjelölést tudnál adni - puszán kiváncsi lettem volna, hogy néz ki egy ilyen masina. Másodszor: Ha jól értem, mikor a gép betekercseli, nemkerül rögtön a szeletkébe a tekercselem lába. Ezt utólag hogy azonosítod, melyik láb melyik tekercsé, és annak megcsapolása, vagy kezdete? Leírásodból kitűnik, élvezed amit csinálsz. Ezt öröm olvasni. Mégis ha nem titok, áruld már el melyik cég ez, már csak azért is, mert én a helyedbe büszke lennék erre a cégre, ahol ilyen komplex munkafolyamatokat igen sok emberi erővel Magyarországon még fent tudnak tartani. Hogy boldogulsz a számításokkal? Szia: Jáger Viktor
Bevallom, nem néztem utána, van-e anyag róla...Van egy másik forgórész-tekercselő gép is a cégnél, majd munkanap megnézem, és annak is megírom a típusát...hátha arról van valami...na szóval miután felragasztottam a vasmag-csomagot a forgórész tengelyére, a kollegina ellátja szigetelőkkel. Előre gyártott, és rendelt külföldről érkező szigetelőkkel dolgozunk. PVC-ből fröccsöntéssel készül a csillag, ami azért felel, hogy a tengely és a vasmag homlok-felülete felé megfelelő legyen a szigetelés. A horony-szigetelő Milar-fólia, kb. 0,25-ös, ami nem csak méretre van vágva, hanem meg is van hajtva, csak bele kell dugni a hornyokba. A csillagok egyformák egy féle forgórész-típuson belül. Tehát a kommutátor és a vasmag közé olyan kell, mint a vasmag túlsó felénél. A gépbe kb. 75-80 fokos szögben megdöntve lehet befogni két csúcs között olyan helyzetbe, hogy aki a gépet használja, az felé van megdöntve a forgórész. (Ha áll aki használja a gépet, akkor bele lát az aktuális hornyokba, és látja, ha nem úgy dolgozik a gép, ahogy kéne, de ha ül, akkor nem....De nem lehet nap hosszat pontosan ugyanabban a helyzetben lenni, mint egy szobor). Ez a gép úgy van kialakítva gyárilag, hogy a forgórész mint munkadarab áll tekercselés közben, és a huzalvezető-görgőt forgatja a tekercselőgép a vasmag körül. Mivel úgy van befogva a forgórész, hogy a kommutátor felőli oldal felül van (mindenképp így célszerű), ezért a kommutátor felőli, "felső" csillagot nem kell külön rögzíteni a tengelyen, mert a gravitáció is a helyére húzza, de a másik, "alsó" csillagot muszáj rögzíteni, hogy helyén legyen, amíg legalább az első tekercset bele tekeri a gép a forgórészbe. azt szokta csinálni a kollegina, hogy egy vékony, kb 5 mm szélességű ragasztó-szallagból teker a tengely azon szakaszára egy kis darabot, amely szakaszon az "alsó" csillag lesz. Ez a gép úgy van kialakítva, hogy általában 40 kg-os kiszerelésű huzalból tud dolgozni, mert ennél kisebbeknek nem feltétlen van gyárilag külső műanyag burkolat a tégelyeken. amin nincs, arra kell rakni egy másikról, amíg el nem készül a tekercselés azzal a huzallal amiről hiányzik. Ennek a külső műanyag-burkolatnak a tetején egységes...talán 10-15 cm-es luk van, és úgy vannak kialakítva, hogy véletlen sem ér neki a belseje a csévének, vagyis ahogy a cséve függőlegesen van, szabadon tud letekeredni róla a huzal a műanyag-burkolaton levő lukon keresztül. Mivel egységes ennek a luknak az átmérője (sajnos nem elég pontosan), ezért egy féket bele lehet ültetni a tégelybe. Ennek a féknek az a szerepe, hogy folyamatosan feszesen tartsa a huzalnak a gépre vezető szakaszát, hogy mikor egy-egy tekercs kész van akkor nem bomoljon vissza, illetve hogy szorosan tekerje a gép a tekercseket, mert ha laza lesz, akkor több helyet foglal, és sokkal több lakk is kell hogy össze fogja, A fék talp része bele passzol a tégely burkolatának lukjába. A talp közepében van egy pici...talán 3 mm-es furat, ahol keresztül van fűzve a huzal. Ez a luk úgy van kialakítva, hogy véletlen se sértse meg a benne csúszó huzal zománc-szigetelését. Maga a fék lényegében egy felcsapágyazott görgő, amelynek mellett mindkét oldalról egy filc szerű anyaggal bevont vas-korong van. a filceket egymásnak szorítja egy rugó, így kívülről nem is lehet nagyon látni a görgőt, mert körül veszi a korong a filccel. Ezt a korongot széthúzza a kolleganő, majd egyszer vagy kétszer körbe tekeri a dörgőn a huzalt, majd vissza engedi a korongot. Ez után van egy több rugóból, görgőkből álló szerkezet, amelynek az egyik görgője a huzal feszességének függvényében fel-le mozog. Ezt a fel-le mozgást az egyik görgő fékezésének szabályzására használja fel ez a szerkezet. Erről van a gépbe vezetve a huzal. A gépnek cső-tengelye van, amin át kell fűzni a huzalt. A csőtengely bal-jobb irányban van a gépben, a gép bal harmadában. A tengelyen ott ahol ki érkezik a huzal, van egy keresztben felfogatott kar, talán fél méter hosszú, de a középső szakasza van felfogatva a tengelyre...elég erős tengely, ezért merte a gyártó akár 400-as fordulat-számot is rá bízni...gondolom. Ebben a karban a tengelynél is, és a kar külső végén is van egy görgő. Ez a kar egy alumínium öntvény, és a tengelyre nem az egész öntvény merőleges, hanem van egy fokos kialakítás benne, hogy a kar vére közelebb legyen a munkadarab tengelyéhez, de szabadon tudjon forogni. Nem tudom, kép nélkül mennyire érthető... Így már megoldott, hogy a huzal-vezetés forogjon a forgórész-vasmag körül. Még a gép tengelyén a karban van egy csapágyazás, ami egy olyan mechanikát tart, amelyre a huzalt a hornyokba vezető lemezek vannak csavarozva. Ezeknek a lemezeknek nyithatóaknak kell lenniük, hogy mikor egy horonnyal végzett a gép, akkor lehessen fordítani a munkadarabon. Ezeknek a lemezeknek az a szakasza, ami bele kapaszkodik a vasmag hornyaiba, pontosaknak kell lenniük, és nyilván nem szabad hogy sértsék a huzalt, sőt vékonynak is kell lenniük,hogy minél kevesebb helyet foglaljanak a horony nyílásának a szélességéből. Innentől fogva ahogy tekeri a huzalt a gép, az nem feltétlen a vasmagra tekeredne, de ezek a lemezek is ott vannak, így ezekre tekerné a gép, ezekről viszont a folyamatos feszesen tartás hatására bele csúszik a huzal a hornyokba. minden menet. Kivétel kettő sarok, ahol dírektbe a horonyba tekeri a gép, ott nem kopik a lemez. A számlálást egy mágneses érzékelő (a másik gépen mikrokapcsoló) és a hozzá tartozó elektronika végzi, és ha megvan a menetszám, akkor megállítja a motort és meghúz egy féket..a másik gépen kiold egy kuplung, és szintén meghúz egy fék. A kivezetések úgy jönnek létre, hogy a menetszámok úgy vannak kalkulálva, hogy megálljon a gép akkor, mikor kivezetés kell, és egy kampóval a kollegina húz azon a szálon, ami kivezetés lesz, és úgy tartja, miközben indítja a gépet. Így hurkok keletkeznek tekercselés közben amelyeket félre tűr, hogy ne tekerjen rá a gép, és ha mindíg össze tekeri az egy tekercshez tartozókat, akkor a végén az összes hurokról lehet tudni, melyik tekercshez tartozik, és nem szükséges elvágni sem a huzalt, csak az utolsó tekercsvégző szálánál....illetve mikor már kivette a gépből és a kommutátorra kötjük a szálakat...De kötés előtt bég van fedő-szigetelés, meg ha forrasztani kell, nem kommutátor-hegesztővel kell hegeszteni, akkor meg kell csupaszítani a hurkoknak azt a szakaszát, amit be kell fogni a forrasztó-ónnak, a többi szakasznak viszont épen kell maradnia, mert különben zárlatos lesz a forgórész. Ehhez van egy csiszológép, dírekt ehhez a művelethez.
Bevallom, nem sokat foglalkoztam a számításokkal... Újra meg kell tanulnom, amit elfelejtettem, hogy legyen esélyem alkalmazni a számításaidat. Én 200w-4000w-os tartományban tekercselek általában...remélem ebben a tartományban is működni fognak a számítások....Van a Villamos forgógépek tekercselése c. könyvben egy táblázat-féleség, említ néhány teljesítményhez tartozó fluxust, de annyira foghíjjas, hogy nem lehet igazán pontos következtetést levonni, főleg ilyen tartományban nem...ezért jönne kapóra a te módszered. Biztos, hogy lesznek kérdéseim, de amíg olyan melók vannak,amihez nem kell átszámolni, addíg nem vagyok rá szorulva. De ha kérdésem lesz, keresni foglak mindenképp....Remélem sikerül majd felvenni a kapcsolatot
Bocsi elllsiklottam a forgásirány-váltásos kérdés felett. ha jártas vagy valamennyire a tekercselésben...előfordul speciális motoroknál, hogy 3~ rendszerbe tekercselik a motort, és elkötik a csillagpontot is, de az egyik fázis vastagabb huzallalvan tekercselve mint a másik kettő...pl GU950 F7N mosó része. Ha a tiéd ilyen, akkor a két vékony feketére menő szálakat ha felcseréled, megfordul a forgásirány negatív következmény nélkül. Ha viszont 80 fokos eltolásba van a segédfázis a főfázishoz képest, akkor teljes mértékig igaza van a fórum-társunknak. A helyedben azt csinálnám, ha még aktuális, hogy úgy ahogy van a 40-es kondivak, mérnék egy áramfelvételt üresjáratban. Az értéket jól megjegyezném, majd egy próba erejére felcserélném a vékonyakra menő vezetékeket, és úgy is elindítanám, és mérném az áramfelvételt. Ha a fórumtársunknak igaza van, akkor nagy eltérés jelentkezik az áramfelvételben. De ha úgy van tekercselve, vagy hasonlóan mint pl. a GU950 F7N, akkor ugyanakkora marad az áramfelvétel. Ha ugyanakkora marad,akkor a melegedés mértéke is ugyanakkora marad. Ha erősen eltér, akkor meg mivel csak egy mérés erejéig adtál áramot neki, és mechanikusan nem terhelted, nem ég le...nincs ideje annyira felmelegedni.Ahhoz percek, vagy akár órák is kellhetnek, ha egyeltalán üresjáratban is annyira kényes erre...ez a tekercselés adataitól függ. De egy ampermérés ideje alatt nem ég le. Illetve az bíztató lehet, ha lekötsz mindent a vékonyakról, és egyforma az ellenállás-érték a vastag, meg bármely vékony között...Ha nem egyforma az ellenállás U2-U1 illetve U2- Z1/V1 között, akkor biztos, hogy nem lehet forgásirányt váltani, csak a tekercsfejben levő kötések megbontásával, ha nem közép-vasmagos...
|
Bejelentkezés
Hirdetés |