Fórum témák
» Több friss téma |
Fórum » NYÁK készítés CNC-vel
Sziasztok. Van aki gyári cnc marót használ? Ha igen ki milyen típust? Köszi.
Lehet de semmi értelme , gombokért kapsz kínából 5db gyári forrmaszkos nyákot , kár befektetni azért hogy havonta egyszer csinálj egy nyákot . Ehhez még keményfém fúrókat marókat is venned kell (nameg tapintót amivel a nyák egyenetlenségét görbeségét méred-kompenzálod)
Nekem ennek a nagyobb testvére van, még régebbi kivitel, printer portos vezérlővel. Meg vagyok vele elégedve, de nyák készítésére nem használom.
Sziasztok!
Tuti volt már kérdés de nem találtam pontos leírást. A mai nap sikeres volt, gondoltam leírom ide előzményként: Pár éve vettem egy kínai mini cnc-t, (ehhez hasonlót) amit majdnem tönkre is tettem, mert mint kiderült nem működött rendesen. A Candle program utasításait nem minden esetben fogadta el. Ma a kolléga átjött, megnéztük miért nem megy. USB driver csere, az jó. Candle újabb verziója, azzal sem jó. Fejvakarás majd ötlet: Az Atmega328p-re töltött kód nem passzol teljesen a Candle-hez. Lecseréltük és megy. Ezért felbuzdultam, hogy végre megtanulhatok PCB-t marni. Korábban már nézegettem ehhez kapcsolódó fórumokat, de a pár év alatt elfelejtettem ezeket az infókat. A kérdéseim, hátha valaki fejből tudja a válaszokat és a linkeket  - Olyan marószár kellene, amivel rögtön fúrni is lehet. Ha jól emlékszem van ilyen. Ha van akkor PCB maráshoz melyik lenne jó? - Ha nincs ilyen szár, akkor milyen kialakítású maró a legjobb a PCB maráshoz? Olvastam, hogy a fej szöge is fontos, hogy tutira marjon ne legyen hátrahagyott vezetés a PCB-n, de ne is kelljen mélyre marni annyira. - Elszívást csinált valaki ami jól is működik? Hogyan? Csak mert tüdőbe jutva ez igen veszélyes lehet. Köszönöm!
Szuper!
4 éve épp itt tettem fel a kérdéseimet... Kukorica maró 0.8mm beválhat. Az elszívás még gond. Ezt meg kell oldani valahogy.
Az alakos kivágásra nagy furatokhoz és körbevágásra való. Gravírozásra csak puha könnyen megmunkálható anyagokhoz. Fúrásra sem alkalmas mert nem olyan az élkiképzése.
Gravírozáshoz hasonlókat keress. Bővebben: Link Fúráshoz: Bővebben: Link
Köszi minden infót!
Találtam egy igen jó videót, nekem a kezdéshez sokat segít szerintem, mert a felület letapogatása és az interpoláció is benne van, de mintha azt külsős programmal végezné el, de még nem néztem alaposan át a videót. (Excel VBA-ban megírom, ha kelleni fog) Videó Kis lépésekkel haladok, mert a végállás kapcsolókat fel kell tennem, illetve mindenhol látom, hogy egy lapot szerelnek pluszban fel, azt is meg kell még oldanom, illetve az elszívásra már van ötletem. Addig meg beszerzem gravitűket és a fúráshoz a dolgokat. A hozzászólás módosítva: Márc 28, 2024
Gravírhoz 30 fok, 0,2mm-t használok.
Candle-val csinálja a letapogatást, csak utána belenyúl és ott adja meg, hogy 0,1mm mélyen marjon, ami egyébként rengeteg. Ennél a példánál és hasonló egyszerű rajzolatoknál elmegy de ettől sokkal kevesebbnek is elégnek kellene lennie. Itt szokott előjönni a mechanika gyengesége.
Igen, remélem a motor nem rezeg nagyon, (főorsó) de véletlenül vettem még egyet, ha gond van esetleg azt is kipróbálhatom.
Pár végállást már betettem, még kell pár dolog mire kipróbálom PCB-n. Lehet csinálok egy Excelt gyorsan, ami az adott szög és ismert réz vastagság és a kívánt szélességből saccol egy mélységet, de lehet ez felesleges lesz. Elszívás még nincs megoldva, elképzelésem van, de jó lenne, ha valakinek lenne megoldása erre és egy kis videón bemutatná itt. Az elképzelésemben porszívó, tartályban víz is szerepel. Még nem valósítottam meg, ezért kérdezem. A hozzászólás módosítva: Márc 29, 2024
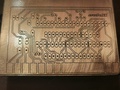
Szia Ezzel már sokat mojoltam de tökéletes nem lett már mint a nyák. Most egy hibrid nyák készítéssel értem el olyan minőséget ami közel van a nagyon jó hoz. Matt fekete festékkel lefújom a nyáklemezt a mintát lézerrel hozom létre. Ha megvan a minta lecserélem a lézer fejet motorra 0,6 fúró és mindjárt ki is fúrom. Persze az X-Y pozíciót nem mozdítom el a csere közben. És a régi jó peroxidos maratással készre maratom. Mutatom az eredményt.
Szia, azt meg lehet kérdezni, melyik program csinál ilyen normális kontúr kijáratot? Az enyém nem tudja, Gerber/kontúr programok meg mind elvéreztek (eddig).
A képen látható nyák mintázata eredetileg pdf doksiból van. A photoshop programmal át-konvertáltam JPG formátumra. A maráshoz a G kódot a JPG képből az Aspire programmal készítettem. Ugyan ezzel a progi val el lehet készíteni a fúráshoz is a G kódot. A program mindent tud ami a maráshoz be kell állítani, a fúró milyen mélyre fúrjon vagy ha maró szerszámmal készítem a nyákot milyen legyen a marás mélysége.
Köszönöm! (már csak az a majd 1.000.000.-Ft hiányzik hozzá)
Most komolyan? Gondolod hogy én megvásároltam ezeket a programokat.
Adope photoshop cs4 konvertálni a PDF képet d De a Sprint layout ból mentei leleh képként is a nyáktervet a kép LsarGRBL beolvassa és már lehet is égetni az Aspire programot A G kód készítéshez ha marni vagy fúrni akarom a nyákot aspire beolvassa a képet konvertálja vektoros képpé szépen felbontom a csoportokat majd kiválogatom mi kell mi nem ami nem kell törlöm leválogatom úgy hogy a furatok és a minta külön csoport legyen a csoporthoz brállítom a marási illetve a fúrási paramétereket és mentés Candel program pedig szépen a G kódbol megcsinálja a nyákot
Nem, pont a téma szigorúan, de a Fixo -val jó vigyázni, mert az árai a csillagos égben járnak. Nem egy terméket találtam ami az Ali kínálatából való, pl ez:
https://fixo.hu/termek/unkas-eu-szabvanyos-1-2-3-banda-tuya-smart-l...zetek/ Itt 29.065.- Ft ért adják, én 1.292.- Ft -ért vettem
Szóval sikerült olyan nyákot készítenem ami nagyon jó lett és nem használtam hozzá csak a LézerGRBL-t. A nyák JPG kép alapján készült
Eltelt sok idö Tökéletesítettem a nyák készitést a cnc-n igaz nem kis idő de az eredmény modhatni tökéletes lett. Ugye lézeres pontosság nem csak a cnc-n múlik a pontosság nagyon sok a lézergrbl programban van elrejtve ha érdekel valakit szívesen megosztom a tapasztalatom teszek fel 2 képet igaz hogy az usb kapcsolatot miatt 2 ponton megállt a gravírozás de tudtam fojtatni.
A hozzászólás módosítva: Aug 24, 2025
Gratulálok!
 Szerintem már ez is kihalófélben lévő dolog. Annyival egyszerűbb megrendelni kínából a profi nyákot, ami furatgalvanizált meg mindennel el van látva ami csak kell, ráadásul olcsó is, hogy sokaknak már eszébe sem jut pepecselni az otthoni gyártással. 
Tudod nem csak a nyák készítés hanem az otthoni forrasztgatás is eltűnőben van úgy látom. Már nincsenek olyan szakemberek sem akik elektronikai készülékeket javítanak. Ha valami elromlik kidobja vesz másikat. Kínából rendel nyákot igen jó is az de 2 hét mire megjön na meg 1db kell. Minek is nem is kell nem kell megépíteni megvesszük készen. Én sem azért építek mert nem vehetnék készen.
Teljesen igazad van. Nálam is mindenből csak egy készül. Ráadásul minden prototípus. Ha nem működik rendesen az áramkör, akkor bontás és a nyák megy a kukába. Éppen most készült el egy kapcsolóüzemű tápegységem (UC3842), de a kimeneten 20Hz-es frekvenciával pulzál a feszültség. Én már mindent megpróbáltam, de nem jöttem rá a hiba okára. Valószínűleg nyák tervezési hiba vagy kicsi a bemeneti puffer kondenzátor.
Marási eljárással készült a nyákod? Én lézerrel készítettem így nyákot, tehát ezzel a körbe marásos technikával. Ezzel van egy nagy probléma. Ha nagy feszültségű dolgokat építesz, akkor gondolj arra, hogy ez nem használható.
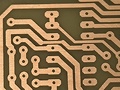
Nem jól látod. A képen egy kész lemaratott nyák van és nem körbemarva hanem lézerrel vittem át a mintát és leégttem a festéket azokról a felületekről amire nincs szükség a maratás peroxidal történt.
nem nézted meg rendesen a nyákot az utolsó képet aminegy részlet látszik a nyákból. Az a részlet egy lemaratott nyák. Mint láthatod nem csak körül van marva hanem minden felesleges réz felület el van távolítva.
Inkább maradok a P20-as maratásnál legtöbb esetben mint hogy 0,1mm-es soronkénti festék leégetést kipróbáljam. Nyilván készítettem CNC kódot én is erre a verzióra, de már egy kisebb nyáknál is több óra mire leégeti a festéket. Gravírozó gépre felszerelt lézer modult használok. A gravírozó gép sem arra van kitalálva, hogy nagy sebességgel száguldozzon. Nyilván más lenne a helyzet egy lézergravírozó géppel. Egyébként elég jól sikerült eltalálnom a sebességet, lézer teljesítményt és a festék típus megválasztást. Öntapadós alufóliára is készítettem feliratokat. Nincs kormozódás és nem kell utólag tisztítani.
A hozzászólás módosítva: Szept 3, 2025
|
Bejelentkezés
Hirdetés |