Fórum témák
» Több friss téma |
Szia!
Az nem segít, hogy bármilyen INT jön, akkor ha A=B egyik irány, ha A<>B másik irány? (lehet, ez lassabb, mint amit most használsz, de azt ugye nem látom...).
Mindkét feltétel mindkét irányban előáll.
Szerintem elbeszélünk egymás mellett... Él (INT) után 2 szint összehasonlítása, az egyértelmű irányt ad.
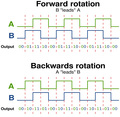
Nem ad, nézd meg a mellékletet. A=B minkét irányban van úgy, mint A≠B is.
A hozzászólás módosítva: Szept 13, 2021
Jaaa, értem, hol ment félre, amit írtam az 2/4-re jó, ha csak "A"-n van INT, ha mindkettőn van pin-change INT, akkor "B"-nél fordított az összehasonlítás. Tehát alapban "A" változáskor a két szint egyenlő, akkor előre, ha különbözik, akkor hátra, "B"-nél fordított a dolog, de egyértelműen azonosítható. Lassan csak kinyögöm, mit akarok...

Így már értem. Használható úgy is, de akkor a felbontás fele megy a levesbe.
Köszönöm a segítségetek, most úgy néz ki h 4 számolás helyett sikerült elérni, hogy csak 2-t számoljon így jóval gyorsabb lett. Az alap problémám az volt, hogy maga a default state nem volt konstans, sőt A B csatorna nyugalmi állapot akár lehet ellentétes, tehét ha A felfutóval kezd, nem feltétlenül fog a következő impulzus esetében felfutóval kezdeni, hanem lehet lefutóval kezd, így folyamatosan interruptolnom kell, minden le és felfutó élnél.
A hozzászólás módosítva: Szept 13, 2021
Igen, ez alapban így gondoltuk, hogy minden élnél lesz INT, de ha nem kell a teljes feldolgozás, akkor elég csak-csak valamelyik. Másik megoldás, hogy mindig figyeled a bejövő 2 bitet, csinálsz egy "old" állapotot, meg a jelenlegit, azután egy táblából kikeresed, mit kell tenni. Ez kb 100kHz-ig egy kis AVR-el működik. De ehhez persze ismerni kellene az egész feladatot...
Jogos kérdés, nem határozták meg. Szemre ítéltem, úgy , hogy 4x-es lassú lesz.
Hmmnm bár úgy tűnik, jól működik, de átfontolom ezt a megoldást is. Köszönöm!
Egy pótkocsi felépítményének a billenését szeretnénk, nyomon követni, hogy mennyire van megemelve, és ehhez használunk 1 útjeladót.
Érdekes feladat, lehet, jobb lenne abszolut jeladót használni, véleményem szerint 6-7-bites elég lenne és nem lenne gond az alaphelyzetekkel. de ez csak egy ötlet...
Bizonyára igazad van. Én se feltétlen ezt választottam volna, de sajnos nem én válaszottam

Nincs az a billencs, ami egy 8 bites mikrokontrollert ki tudna akasztani egy ilyen enkóderrel. Ha olyan gyorsan billent, akkor az kb. a plató tartalmát orbitális pályára lövi.
Ezt nézd meg: Bővebben: Link. A nagyobb felbontásúval 1000 f/p-ig bírja és lenne mit javítani a programon de akkor ez így sikerült. hol kapható ennek megfelelő vagy ilyen?üdv mindenkinek!a fotókon látható típusú forgótengelyes optikai (inkrementális) jeladót, encodert keresek. Hol lehet ilyet kapni normális ár/érték arányban? Az angol gyártó bezárt, az USA messze van és drága a fuvar/vám. van ötlet? Amit tudok, hogy 360-as az érzékenysége, 5VDC, tengelyméret 6mm vagy 1/4” és 5 polusú csatlakozás kellene ahogy a fotókon is látszik. Ami még fontos, hogy a rögzítés az a tengely tövénél egy 3/8” menetre történik lemezanyával. köszi előre is. (fű vagyok az elektronikához de ezt azért ki tudnám cserélni, kezeljetek légyszi laikusként) Robi A hozzászólás módosítva: Jan 8, 2026
Rossz helyen keresed!: https://www.hobbielektronika.hu/forum/vasarlas-hol-kaphato
|
Bejelentkezés
Hirdetés |