Fórum témák
» Több friss téma |
Fórum » MIG/MAG/Co2 hegesztő készülékek házilag
Témaindító: electorkalandor, idő: Feb 19, 2009
Témakörök:
Nem. Azt szerettem volna elmagyarázni hogy elvben nagyon egyszerűen meglehet, csak a gyakorlatban ezt én még sosem próbáltam ki. Tápegységként szépen működik kimenetén az elkókkal, de annál feleakkora áram sem folyik mint hegesztéskor.
A másik baj az MMA-val hogy más trafóáttétellel készül mint ami a Co-hoz optimális lenne. De vannak kombi gépek ahol egy átkapcsolóval megy mindkét üzem, az MMA és a MIG is, persze ez erős kompromisszum.
Kedves Barátaim!
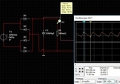
(Én csak akkor háborgatlak benneteket, ha önös érdekeim úgy kívánják...) Tekintsétek a mellékelt 3F2U6Ü egyenirányítórajzot. A szimuláció "mért" értékei, és jelalakjai nagyszerűen mutatják mutatják, mi is játszódik le egy 3 fázisú hegesztőtrafó tekercseiben és egyenirányítóiban. Még az Ueff = 2,34*Uf-2*UDSAT is nagyszerűen kijön. A 10 V fázisfeszültség az egyszerűbb számíthatóság okán lett beállítva. Minden tökéletes lenne, ha a mért váltóáramú fázisáram effektív értéke nem 1,773 A lenne, hanem megegyezne a DC fázisáram effektív értékének kétszeresével, 2*0,723 = 1,446 A-el. Mit gondoltok, megint fordítva ülök a lovon? Köszönettel; tambi.
Na nézegettem méregettem... Találtam megint valamit a kamra mélyén. Egy ugyan olyan ellenállást mint amit kisütőnek betettem. Tapasztalatok miután párhuzamosan kötöttem a kettőt. Egyértelmű Gyorsabban kisül a kondi. Király nem szikrázik a vége.
De félretéve a viccet szinte alig van huzal visszaégés. Nem vicc. Majdnem megszűnt. A másik hogy közepes áramnál közepes előtolásnál úgy szól mint a nagyok. Csak akkor van baj, ha feltolom az áramot maxra. Nem lehet hogy túl van tekerve a trafó??? Ja még valami. Itt az Einhell "precíziós fojtótekercse"  Hogyan lehet ekkora hulladékot gyártani?? Hogyan lehet ekkora hulladékot gyártani??És végül még két kép. Az anyag vastagsága 3 mm Ha nem figyelek átolvad és kilukad. Az áram itt négyesen vagy ötösön van, de inkább a négyes volt.
Muszáj korrigálnom amit a múltkor mondtam, miszerint nem lehet 1 fázisra rendes Co trafót csinálni. De, lehet, ha nem feltétel a menet közbeni kapcsolgatása. A ma délelőttöt a Co-mnak szenteltem és leszűrtem a tanulságot. Mérni kell és jegyzetelni...
Múltkorában le kellett tekernem a trafó szekunderének felét az automata csapkodások miatt, csak közben elfelejtettem hogy a legnagyobb fokozatot emiatt eleve nem is tudtam használni, és az azt követő sem volt bekötve mert már azzal sem lehetett dolgozni. Aztán arra is rájöttem, hogy a 3 kondiból ami benne volt 2 semmit nem ért. A 2 semmitérő kondit kidobtam, tettem bele egy normálisat a másik mellé. Aztán méricskéltem, kötözgettem a trafó előtétjét és az lett a vége, hogy szuper a masina.  Most tudom a trafó legnagyobb fokozatát is használni, ilyenkor előtét sincs előtte, egy picit ilyenkor túl is van gerjesztve, de lehet vele dolgozni, 110A az íváram ebben az állásban. Annyi csak a baja, hogy a trafó vasmagja még mindig túl jó, pedig tettem bele légrésnek egy réteg kaptont, és úgy minden negyedik-ötödik bekapcsolásnál leveri a B16-os automatát, de hegeszteni lehet vele, munka közben már nem veri le. Most tudom a trafó legnagyobb fokozatát is használni, ilyenkor előtét sincs előtte, egy picit ilyenkor túl is van gerjesztve, de lehet vele dolgozni, 110A az íváram ebben az állásban. Annyi csak a baja, hogy a trafó vasmagja még mindig túl jó, pedig tettem bele légrésnek egy réteg kaptont, és úgy minden negyedik-ötödik bekapcsolásnál leveri a B16-os automatát, de hegeszteni lehet vele, munka közben már nem veri le.Most úgy duruzsol ahogy kell, áram is van bőven. Az a darabosság is eltűnt ami benne volt, a hangján még lehet enyhén hallani, de a munkafolyamatot egyáltalán nem zavarja, szép folyamatos a varrat. Szóval 1 fázisra kell egy normális kivitelű és jól méretezett trafó, jó sok kondi, és egy nem gyengélkedő mechanika. Pedig a trafóm nem is nagy, egy 20x15 cm külső méretekkel rendelkező hiperszil. A sokat emlegetett visszaégés egyáltalán nincs, pedig nálam nincs lekapcsolgatva a trafó, hanem folyamatosan ott van a feszültség a drót végén akkor is ha elengedtem a gombot. Pedig kevert gázom sincs, csak a tűzoltó Co palack ami 5000Ft volt töltéssel együtt. Kipróbáltam ezt a sziszegés dolgot is amiről nemrég írt valaki, és valóban akkor sziszeg az ív ha kevés az előtolás. Elég ha csak kicsivel kevesebb, nálam pl. 4-es fokozaton 7-es előtolás állással szépen duruzsol, ha visszatekerem az előtolást 6,5-re már sziszegés van.
Szia! Nagyon köszi a leírást! Magam részéről a sziszegés nagy tanulság. Még várok a huzalelőtolóra, amit be kell építenem. Utána elvileg teljes a kép és kipróbálhatom a sziszegés dolgot, az előtolással játszva. Meglátjuk.
Rohadt egyszerű ez, ha ennek megfelel, akkor működik jól. Uív=14+0,05*Iív
Örülünk, hogy úgy dolgozik, ahogy szeretnéd !...
 Akkor most hány mikro az összes kapacitás ? A fojtót milyen keresztmetszetű tekerted ? Akkor most hány mikro az összes kapacitás ? A fojtót milyen keresztmetszetű tekerted ?
Nehéz neki nem megfelelni, mert együtt jár a kettő.
Azt most meg nem mondom, mert az egyik ami benne van felirattal befele van, ahhoz hogy megnézzem ki kellene bontani. Az vagy egy 22000u vagy egy 33000u, a másik pedig ami mellette van az egy 15000u. Érezhetően javult az egész amint kondit cseréltem, azaz több kapacitás lett benne de ez érthető is. Az 1 fázisnál a kondinak kell pótolni a nullátmeneteknél a feszt, ott nincs olyankor másik 2 fázis amin éppen áram folyik. Tehát minél több a kondi, annál kevésbé fog beesni a nullátmeneteknél a feszültség, azaz annál könnyebb lesz vele hegeszteni. Egyszer ha nagyon unatkozom majd ráteszem a szkópot is a kondira üzem közben.
A 30 menetes fojtón a huzal kb. ugyanolyan keresztmetszetű mint a munkakábel, a vasmagja pedig egy 3 oszlopos trafó egyik levágott oszlopa, 20cm2 körüli keresztmetszettel. Az Iweld MIG350-500 leírásában találtam egy táblázatot a fesz és áramértékekre adott átmérőjű huzalokhoz. Lehet benne valami, mert a 110A már érezhetően sok volt a 0,8-as huzalnak.
Szimulátorban egyszerűbb volt mint élőben.
Szóval 80A körüli terhelésnél kb. 30V lesz a csúcsfesz ami 17V köré esik vissza a 33000µF-os kondin.
Köszi az infót ! Nekem egy Güde 170-esem van, majd azt kellene "tuningolni" egy kicsit, ha lesz rá időm. Én 0.8-as huzalnál nem akarok vastagabbat használni, nagyobb munkákra ott van az inverteres MMA.
Nem mértem még, de elvileg ezeket a feszültség és áram értékeket kellene tudnia. A hozzászólás módosítva: Jún 22, 2018
A feszültség és az áram szorosan együtt járnak, mivel az ívnek adott ellenállása van. Szóval ha megfeszülsz sem tudsz olyat csinálni hogy ettől eltérj, azaz 5V-on akarj 200A-t vagy fordítva.
Természetesen tudom, hogy nem lehet Trabiból Mercit "varázsolni", nem is akarok... Csupán egy kicsit szebb egyenletesebb varratot szeretnék elérni, abban a 70-90 A-os tartományban.
Ezt a táblázatot biztosan valami kínai gépkönyvből másolták
 Azok meg hasraütött számokat szoktak ráírni a gépekre. Én majdnem napi szinten kapcsolatban állok kínai céggel, náluk a "mérnökök" nem ütik meg nálunk a villanyszerelő szintet sem általában. Befizeténék én arra, hogy ki tud 1-es huzallal 80A-el hegeszteni. 1-es huzalhoz az ajánlott minimális áram 120A. 90A-ig tudtam lemenni vele, de akkor már bele kellett piszkálni az elektronikába, mert lehetetlen volt beállítani a huzaltolást, de az az alsó határ. Mellékelem azt, ami egy hiteles magyar szakkönyvből van. Azok meg hasraütött számokat szoktak ráírni a gépekre. Én majdnem napi szinten kapcsolatban állok kínai céggel, náluk a "mérnökök" nem ütik meg nálunk a villanyszerelő szintet sem általában. Befizeténék én arra, hogy ki tud 1-es huzallal 80A-el hegeszteni. 1-es huzalhoz az ajánlott minimális áram 120A. 90A-ig tudtam lemenni vele, de akkor már bele kellett piszkálni az elektronikába, mert lehetetlen volt beállítani a huzaltolást, de az az alsó határ. Mellékelem azt, ami egy hiteles magyar szakkönyvből van.
Lehet hogy a huzalátmérők baromságok, de legalább az ívfesz és az áram nagyjából rendben vannak.
Legalábbis ha jól látom. A hozzászólás módosítva: Jún 22, 2018
Üdv.
Egy kis segítséget szeretnék kérni. Egy T.I.P 140 hobbi gép került a kezeimbe ami nagyon "erőtlen" hegesztésre lényegében alkalmatlan. Ahogy kialakulna az ív, meg is szűnik. Szinte csak köpködi a fém pacákat az anyagra. Először dióda hibára gyanakodtam, szétszedtem minden diódát megnéztem multiméterrel 510-525mV nyitófeszültsége van mindnek, zárlatos nem volt. Aztán arra gondoltam, hogy akkor főtrafó, de minden fokozatban szinte a gyári üresjárati feszültség értékek mérhetők. Aztán a fojtó tekercsre kezdtem gyanakodni mert a külső meneteken van egy minimális pirulás. Műteherrel viszont fojtás nélkül magasabb áramértéket mértem,tehát valamilyen szinten az is teszi a dolgát. Mi lehet a probléma? Attól hogy multival megmértem még lehetnek rosszak a diódák vagy akár a fojtó is viccelődhet? Remélem ad valaki valamilyen ötletet.
szia!
Szerintem az a gép is a főtrafó kimenetéről adja az előtoló motornak a tápot. Milyen huzalátmérő Esetleg próbáljad ne 0.6 óa huzallal. hanem a 0.6 assal A hozzászólás módosítva: Jún 24, 2018
Na szóbel nem 0.6 ganem 0,8
Mosz hózok aluni hikna aint tudij íeok
Szia! Köszi hogy még kómásan is válaszoltál.
Igen a tolómotor a diódahídról kapja a tápot. Próbálkoztam a huzal átmérőkkel játszani de a jelenség ugyan az. A gáz mennyiség sem segített a dolgon..mondjuk szerintem gáz nélkül is kellene mocskolnia valamit. ja és ezelőtt a jelenlegi huzallal is önmagához képest lehetett elfogadható varratot készíteni. Tuti lesz valami hibája. Megnéztem a fokozatkapcsolót is hogy véletlenül nem ragad-e 2fokozatba egyszerre de nem. Szerintem 3 lehetőség maradt fő trafó primeroldalán menetzárlat esetleg, fojtó tekercs vagy a diódák. De azt sem akarom hogy kicserélem a diódahidat meg megtekertessem a trafót és a fojtót is. Ma már egy drasztikus megoldással próbálkoztam rövidre zártam a szekunder oldalt fojtóval és a nélkül, fojtóval 230A-es áramot produkált fojtó nélkül 270A ezek szerint a fojtó tekercs dolgozik. Teljesen szétszedtem a dióda hidat hogy külön-külön is tudjak mérni..elvileg a műszer szerint minden dióda jó.
Tedd a műterhelés egyik végét az áramátadóra, a másikat a testcsipeszre és mérd meg a feszültséget ezeken a pontokon illetve az egyenirányítón terhelés közben. Valahol esik a feszültség, ki kell deríteni hol.
A hozzászólás módosítva: Jún 24, 2018
A leírásod alapján szinte biztos hogy nem belső hanem valami külső hiba van, valahol a kábelben vagy annak környékén.
Ilyesmi volt nekem is.A testkábel az alumínium vezetékre egy roppantott gyűrűvel csatlakozik.Az nagyon melegedett,a gép csak kotlósz.rokat produkált.Miután jól megszorongattam,egyből tudott hegeszteni is.
Én ha ilyen préselt kábellal találkozom ekkora áramokra, az az első hogy átforrasztom, még ha tökéletes akkor is. Onnantól örökös, és kizárt hogy későbbi hiba forrása legyen. Az enyémen is minden forrasztva van, a nagyáramú saruk is. Satuban rányomom a sarut a már előónozott kábelvégre, aztán alaposan befolyatom ónnal. A ponthegesztőm is így van megcsinálva, azon olyan 5-600A körüli áram folyik.
Közben lett még egy oka ennek a rángatózós működésnek, jó ha keresgél a guglival az ember. Az index fórumon írta valaki, hogy a gép helyzetét kell a munkafolyamatokhoz igazítani, és egyenes kábellal kell hegeszteni, mert ha van benne egy kunkor már darabosan dolgozik a gép. És tényleg. Kihúztam teljesen egyenesre a munkakábelt, és szinte teljesen eltűnt belőle a rángatózós vagy akadozós előtolás. Tehát biztos hogy van valami gond a mechanikával, mert elég ha van a kábelban egy nagyobb ívű kifli, és máris darabos a működés. Pedig a dobot már teljesen kilazítottam, az semmit nem tart ellen a görgőknek, és a görgőfeszességet is szétállítgattam a két véglet között. Utóbbi elvileg még jobb is mit kellene, mert nekem azt mondta gyakorlott hegesztő, hogy a görgő nyomóerőt elvileg úgy kellene beállítani, hogy kézzel le tudjam fogni a kijövő huzalt. Na ezt a rugó leggyengébb állásában sem tudom lefogni.
Nekem az az elkeserítő tapasztalatom, hogy magyar hegesztők 90%-a hülyeségeket beszél ha a gép beállításáról van szó, mert sokszor az is hülye ezekhez a dolgokhoz aki oktatja őket. Tisztelet a kivételnek, de nagyon kevés a jó szakember itthon. Rendszeresen találkozok barbár dolgokkal, pl. olajban úszó tolómű, olyan mértékben meghúzott görgő, hogy nem tudom kiakasztani csak ha visszatekerek a feszítőn vagy 15 fordulatot. Sokan arról sem tudnak, hogy az áramátadót meg kell húzni fogóval és nem elég csak kézzel betekerni és rendszeresen cserélni kell őket, mert akadályozza a huzaltolást ha elkopott. Remek példa a hülyeségre amit mondasz, mert olcsó gépek egyik legnagyobb hibája az, hogy kézzel meg lehet fogni a huzalt, mert olyan gyenge a tolómű. Ha behajlítod a kábelt természetes hogy megnő a súrlódás és minél jobban, annál nagyobb mértékben. Ebből világos, hogy az a jó ha erősen tol, mert akkor a kábel mozgatása következtében kialakuló surlódás növekedését könnyen le tudja küzdeni és nem akad meg. Ha mechanikával lenne gond, akkor láthatnád hogy megcsúszik a görgő a huzalon és akadozva húzná a dobról a huzalt. Ha egyenletesen tol, akkor valószínű hogy a kábelben torlódik fel a huzal és amikor a nyomás eléri a holtpontot ugrik egyet. Okozhatja áramátadó kopása, huzalvezető spirál szennyeződése, vagy nem megfelelő méretű spirál választása a huzalhoz.
Ilyenkor szokott az történni, hogy az olvadt ón felkúszik az elemi szálak között és merevvé válik, majd mozgatás következtében eltörik a kábel.
Szia!
Az én TIP140 gépemnél a markolatban volt elégve a huzalvezető spirál. Nézd át a markolatot, ne lötyögjön a pisztolynyak a szelepben és a munkakábel kötése is jó legyen. Jól írták előttem, a TIP is a főtrafóról veszi a feszültséget a huzaltovábbító motornak. Az üzemmód kapcsolóim is rosszul vitték át a teljesítményt! ( műszerrel jók voltak de üzem közben melegedtek, a rugóik voltak kilágyulva )
A vezérlőkártyám csatlakozó lábai is rosszul voltak beforrasztva. Ez is rosz tolást okoz.
Ja, még potmétert is kellett cserélnem. Én is először diódahídra vagy főtrafóra gyanakodtam, de azok jók volltak. Minden mást viszont megevett az idő és a használat. |
Bejelentkezés
Hirdetés |