Fórum témák
» Több friss téma |
Nagyon köszönöm mindkettőtök válaszát. Tiggersoft-nak itt üzenem,hogy ma délután kipróbáltam a Tig módú (DC) elektródás hegesztést. Az elektródafogóm békebeli (350A),és komoj bakelit a markolat,a rügzitő porcelén védelme is sértetlen,és nemérzékeltem (gyújtógyertyához hasonló)áramáttütést.
erbe......neked is köszönöm a rugalmas választ,és bocs,hogy kéthelyenn is próbálkoztam,később láttam a dátumokat,és azthittem,hogy a másik témakör lezárult. A gépemenn működik a gyári MMA kapcsolási funkció. Ezt a Tig módot csak 2.5-es cell (kb 45-50A) gyökvarratához akarnám használni. A 3.2 Cell-nek is elég a 110-115A.A cellnél nemigen lehet erősebb az áram,mert a szélbeégéssel károsodik a töltővarrat. Nagyon örülök,mert kb 25kg 3,2,meg kb 3doboz 2.5-em van,amit más célra nemtudnám elkenni. A 200mm-es U vasak,meg a 12mm-es talplemezek nyelik a drótot,és majdhogynem a cell-bázikus páros erősebb varratot képez,mint a rutilosak. Egyébként a gépemnek megvan a hasonmása,ami 3 fázisú,és 315A a plafonja. A (bocsi a moderátor felé)220 v-osat azért akrnám eladni(állapot újszerű),hogy az áránn tudnék venni egy 100A-os plazmavágót. Vidám utóünnepet kivánok,Attila
Sziasztok! Valakinek van e Oerlikon ADW254 gép kapcsolási rajza?
Üdvözlök mindenkit.
Segítséget szeretnék kérni egy kevisz awi 200 as modul illetve alapgép kapcsolási rajzára volna szükségem esetleg valaki látot, javított ilyet.
200-as modul,vagy modul 200-ról van szó,mert nem mindegy. Egy fotó segíthetne.
Ja bocs a béna felpakolásért de nem tudtam egyszerre felrakni. A legnagyob problémám, hogy talán ez tud co2 is kezelni a képen látható csatlakozón keresztül annak a
bekötése lenne a lényeg illetve a potméter mellete mit szabályoz?
Szia!Ez egy modul 200. Az alapgépen van az áramszabályzó poti , ami MMA vagy TIG üzemmódban az áramot, MIG/MAG üzemmódban pedig a feszültséget szabályozza. Az alapgép önállóan nem működőképes, kell hozzá a mellette látható TIG adapter mind MMA mind TIG üzemmódhoz. A MIG/MMA üzemmódhoz egy másik adapter való, ami tartalmazza a huzaltovábbítót az előtolásszabályzó kártyával együtt. Az üzemmód kiválasztása mindig az adott adaptertől függ,pontosabban attól hogy melyik adapter csatlakozóját dugod bele.
A gyári doksija fent van az elektrotanyán,de ha nem vagy regisztrálva, küldjed el egy üzenetben az e-mail címedet,és átküldöm neked. Ide sajnos nem fér fel mert sokkal nagyobb annál hogy fel lehessen tölteni. A csatlakozó melletti poti utólagos átalakítás, gyárilag nincs a gépben. Nem tudom mi lehet a funkciója. Ha leírod hova van bekötve,talán a funkciójáról is tudok mondani valamit. A hozzászólás módosítva: Szept 12, 2019
Üdv. Az eggyik a poti bekötésről a másik kép egy tolómű vele tudna működni Mig módban? Szerintem panel poti van kirakva az elejére de mit szabályoz? Meg még ami rejtély hogy vált karakterisztikát awi, co2 mód kózött, ha jól tudom az eggyik eső a másik állandó.
A gyári dokumentációt azelektrotanyán megtaláltam de nem tudtam letölteni. Ha megtennéd, hogy átküldöd ide ozon-lux@freemail.hu A hozzászólás módosítva: Szept 12, 2019
A karakterisztikaváltás a csatlakozódugón keresztül történik,az eredeti adapterek adják a megfelelő üzemmódot. A MIG/MAG a lapos karakterisztika, a TIG-MMA eső, de az ív kezdőfeszültség különbözik. A TIG esetében 10V MMA esetében 20V. Felteszem a toldacuccot-ra,és a letöltőlinket elküldöm.
A karakterisztikával nagyjából tisztába vagyok a kérdéds a poti ami az előlapon van meg ha jól értem az iskra tolóval nem tudom co2 hegesztésre birni?
Még annyi, hogy mért van a dobozzán 2 awi funkció piktogram meg aksi töltő funkció ahoz is kell feltét? A hozzászólás módosítva: Szept 13, 2019
Szia! Valamiért a "toldacuccot.hu" nem érhető el. Holnap újból megpróbálom, de csak estefelé lesz rá időm.
Üdv. Nos? Esetleg valaki?
A hozzászólás módosítva: Szept 17, 2019
Azért van két AWI mód mert volt lehetőség sima DC és AC AWI mód használatára. A hegesztőáram csatlakozók átrakásával lehetett a módot kiválasztani. Az akkutöltő funkcióhoz is külön adapter kell, mint ahogy az AWI és a MIG módhoz is. De ha jól emlékszem még elektródás (MMA) üzemmód is csak az AWI adapter közbeiktatásával érhető el. Az UNIMAG E6 előtolóval nem lesz egyszerű összehozni. Eléggé át kell építeni a kapcsolatot a toló és az alapgép között.
Azt elfelejtettem az imént leírni hogy kétféle AWI modullal készült a gép, az egyik csak DC üzemre volt alkalmas, ez koppintós volt,a másik AC/DC üzemre,ez nagyfrekis gyújtású volt, és voltak rajta műszerek is.
Ezen nincs műszer, de nagyfrekis gyujtású, /szerintem/az lehetséges? Illetve maga mint awi gép mi a vélemény róla, lehet használni valamire, az ő korában milyen gépnek tartották?
Még annyi ,hogy kösz az eddigi infót.
Hello szakik !
Nemrég vásárolt hegesztőm beállítási paramétereinek tisztázása érdekében írok Mivel kezdő awis lennék építő jellegü válaszokat előre is köszi Alábbi képen általam beírt nemfeltétlen helyénvaló paraméter állító potik beazonosítása lenne ami ...kb Gépről képek a mig mag csoportban Üdv Norbi
Szia!
Én is (talán már nem annyira) kezdő TIG-es lennék. Nekem sokat segítettek a Youtube videói. Van magyar nyelvű is, ami éppen egy ilyen TIG beállítást mond el.
Néztem youtube ot hasonlót
De az a helyzet hogy megzavarnak a potik A beállító felületen mert másik gépen máshol van egyik másik funkció Valami olyasmi kell amivel egypár alap beállítást Betekerek és elmentem és azok között ismerkedek a géppel és a munkadarabbal kb valahogy így képzelem
A kapcsolók, balról jobbra, felülről lefelé:
Pálcás/TIG váltás egyen/váltó pulzusos/sima Szerintem alapból érdemes a tig,egyen,sima-t választani. Impulzust egyelőre hagyd, vékony lemezekhez ajánlják. A nagy piros skálás gomb a főáram lesz, amivel hegesztesz. A görbe a gáz előfolyással kezdődik és utófolyással végződik (lapos szakaszok). Ezeket 1-1 másodpercre érdemes állítani először. Utána jön a felfutás ideje, meredek szakasz, hogy mennyi idő alatt érje el nulláról. Ugyanez a végén, hogy mennyi idő alatt csengjen le. 1-1 sec jó. Az impulzusfreki jó, Min áram (ez és a normál áram között ugrál pulzus módban), a jobb fölső sarokban a váltóáram frekvenciája. Az utolsó lapos szakaszra mutató nyíl a végáram. Ha alut akarsz hegeszteni, akkor amit impulzusszélességnek írsz, az lesz az ac pozitív/negatív arány, tehát tisztítás/behatolás. Én 30%-on tartom. Az ac frekit maxra szoktam tekerni. Az áram: sokmindentől függ, főleg, hogy mit akarsz hegeszteni. Én a sima 2mm-es zártszelvényt, vasat 2.4-es tűhegyes lantános elektróddal, 40A-től felfelé. Alu esetén ugyanilyen, de gömbös fejű elektródával 2mm-es falú zártszelvényt 80A, 15l/perc argonnal. Mindkét anyagnál lényeges a felület előkészítése, a fémtisztát lehet szépen varrni. Csak a csillogóan olvadt pocsolyába tedd bele a pálcát, kölönben göböket csinál. Az alumínium gonosz, a legkisebb hibát is megtorolja  Ha már jól kezeled a vasat, akkor érdemes megpróbálni. Remélem, tudtam segíteni, a gyakorlatot úgyis te szerzed hozzá. A hozzászólás módosítva: Szept 30, 2019
Üdv!
Vettem egy E10 HF gyújtóegységet, de nem jövök rá minden funkciójára. Jelenleg csak 4T ben üzemel. Valakinek esetleg van hozzá kapcsolási rajza, vagy valami leírása, ahol a csatlakozók lábai le vannak, hogy mi micsoda? Neten nem találok róla semmit. Köszönöm!
A leírás majdnem igaz,de csak majdnem. A kapcsolók funkciói stimmelnek,és a főáram poti is OK,de a többi nem.
Kezdjük a felső potikkal: bal szélső:áram felfutási idő; középső: áram lefutási idő;jobb szélső: balansz, AC üzemmódnál a pozitív és negatív félhullám arányát lehet vele állítani. Alsó sor poti: Bal szélső főáram;második: előmelegítés időtartama;harmadik:főáram időtartama impulzus hegesztésnél;negyedik:alapáram nagysága;ötödik alapáram időtartama impulzushegesztésnél;hatodik a kráterfeltöltési idő;hetedik pedig a kráterfeltöltő áram. A fel -és lefutásnak csak normál üzemmódban van funkciója,impulzusüzemben nincs szerepe, bár találkoztam olyan géppel amelyiken mindig működött. A balansz-ha túl nagy értékre van állítva bármelyik irányba, erőteljesen elmágnesezi a trafót emiatt elég nagy áramot vesz fel a gép a hálózatból.
Sziasztok szakik !
Köszönöm a beazonosítását a kezelőszerveknek felíeom papírra azlesz a tuti. Amugy mellékesen megjegyzem Lakatos üzembe a szakembersem tudta beállítani az ilyesféle analog gépet komolyabb melo elött beállíttatta aztán úgy dolgoztak vele Közelébe se lehetett menni üdv
Akkor itt gáz állítás nincs is?
Én csak segíteni próbáltam, a saját készülék alapján. Elnézést, ha pontatlan voltam.
Hello szakik !
Próbáltam a gépet friss gázzal . Sima laposvasat anyagában és hozaganyag hozzáadásával magában.... öhm.. még vanrajta mit csiszolni képet inkább nemcsináltam . Megadott funkciókat figyelembevéve állítottam alapáramokat letekerve impulzus nélkül . Valoszínü a nagyfesz trafo cserés lesz szinte hozzákell érinteni az anyaghoz indításkor egyenlőre kb ennyi mára üdv Norbi
Minek? A gáz utánfolyási idő kb 4s ami elég is a száraz kábeles gépekhez. Gáz öblítés pedig szerintem felesleges luxus az ilyen teljesítményű gépeknél. Nincs miért elnézést kérni.
A hozzászólás módosítva: Okt 1, 2019
Üdv!
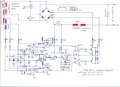
Szeretnék segítséget kérni trafós awi hegesztővel kapcsolatban, mert kifogytam az ötletekből. Az a problémám, hogy kisebb áramokon, kb 30A alatt elkezd lüktetni az ív. Kb 30Hz körüli frekvencián elkezd brummogni és pulzálni. Ha nagyobb ívhosszt tartok akkor mérséklődik/megszűnik a pulzálás. Próbáltam a tápszűrést javítani, műveleti erősítőkre 100nF kondikat tenni, hátha zavarjel okozza, de nem változott. Mit lehetne tenni, van valakinek ötlete? Vagy 1 fázisról nem is lehetséges jobb működést elérni ilyen kis áramon? Nincs tapasztalatom másik géppel. A gép kapcsolása nagyon hasonló a képen láthatóhoz, de ebben már pár apróbb módosítást eszközölt a gyártó. Köszönöm a segítséget! |
Bejelentkezés
Hirdetés |