Fórum témák
» Több friss téma |
Igen... Vagy gyújtásnak ez kevés? (gondolom igen, de úgyis kikísérletezem majd).
Végülis nem gáz, max majd többet kell tekerni... tapasztalat, meg kísérlet alapján megy úgyis...
"Nem tudom, mi az a vízplazma,..."
Apró trükk. Kompresszor és sűrített levegő helyett a felforralt víz gőzét használják a plazma kifúvásához. Semmi "vízplazma", végeredményben csupán hordozóanyag. 
Régebben arra gondoltam, hogy HHO-t kéne plazmagázként kipróbálni. Bár ilyet még nem láttam.
Szia Pisti . Ennek a típusú gyújtásnak a pilotív áramáról tudnál adni valami infót ? Mivel ilyen pisztollyal akarom kipróbálni az építgetett plazmavágóm . Nem tudom hány amperrel működik a gyújtás . Én egy 230V-os 1000W-os halogén izzóra gondoltam (mivel ez van itthon ) áramkorlátnak a pilotív áramkörébe -- de még nem volt időm kipróbálni .
Hmm... akkor érdemes lenne porlasztással vagy befecskendezéssel stb... próbálkozni... szerintem...
Arra próbáltam utalni, amit erbe társam írt... Csak ugye nem használom helyesen a szavakat... Egy idő múlva csak belejövök
Szia Lajos!
Sajnos most még nem tudom a pilotáram értékét neked megmondani,majd ha megjavítottam a plazmavágót,akkor megmérem. Addig türelmedet kérem. Egyébként a nagyfrekis gyújtással gyújtott pilot ív árama sem több mint 10-12A. Valahol ezen érték környékén kell hogy legyen a mechanikus gyújtásé is,vagy még kevesebb. ugyanis ha magas a pilotáram értéke,akkor az érintkező felületeken számottevő eróziót okoz,és nagyon gyorsan elhasználódik a fej.
Szia Pisti . Köszönöm a válaszod és kíváncsian várom a pilot ív áramának gyári értékét . Egy 10 Ohm-os rezisztort találtam itthon (a fényképen látható ) és már be is építettem de gondolom ez még kevés és valamivel meg kell toldani ,hogy tényleg ne legyen túl nagy áram . Az is lehet ,hogy saját magam készítek még egy "ellenállatot" .... Ma este elkezdtem összehozni a munka kábelt is ,remélem 40A-t bírni fogja .
Már nem emlékszem pontosan, de úgy rémlik,a Viszék(vagy a Trakis)által gyártott plazmavágóban egy 8 ohm 2kW-os ellenállás szolgál a gyújtóáram korlátozására. Igaz, a gép belsőíves és nagyfesz gyújtja.
A gép üresjárási feszültsége 275V vágás közben ez az érték 90-110V közé esik vissza. A maximális vágóáram - -két fokozatban állítható, 50 és 75 A. Ezekből a paraméterekből következtetni lehet a gyújtóáram nagyságára. Mechanikus gyújtású fejnél szerintem talán 5-6 A lehet a gyújtóáram, de ezt nem tudom biztosan.
Most azon gondolkodom ,hogy nem -e tranzisztort használjak kapcsolónak ugyanis van egy pár ESM3004-es tranyóm ami már nem használható szinte semmire . Viszont jó lenne kapcsolni vele a pilotív áramát és még szabályozható ellenálláskén is működne a 10 Ohm-rezisztorral sorba kötve -- na meg persze egy nagy hűtőbordára rá rögzíteni .
Megpróbálhatod,de a tranzisztor túlfeszültség védelmére komoly gondot fordíts.
Nemtudom, megoldódott-e az ívgyujtás probléma...
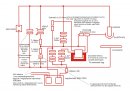
Azonban van erre egy ötletem, lásd rajz. Balról indulok, értékek nincsenek. Szóval a transzformátor megcsinálja nekünk a kellő feszültséget (kb 200V üresben) egyenirányítás + L1 fojtó + C2 zavarszűrő-kondenzátortelep... eddig magától értetődő. Én arra gondoltam, ha lenne pl 1200V-os vagy nagyobb Q1 IGBT (vagy gyors nagyfesz tirisztor) kellő árammal, azzal lehetne létrehozni a kimeneten 1000V-os feszültségtüskét anélkül, hogy a trafó ill. egyenirányítás sérülne. Q1 vezérlése: addig kap 15V-ot, amíg R1 söntön nincs meg a kellő feszültség (áramfüggvény) utána kikapcsolja az IGBT-t. Mikor a söntön elenyészően kicsi feszültség van, akkor pedig újra vissza. D3 C1 Z1 (+ egy ellenállás is lehet, h kell) kombó pedig az IGBT túlfeszültségvédelmét látná el. Innen is menne egy engedélyező jel az elektronikába, hogy ha 1,1kV van a kondenzátorban, akkor addig amíg le nem töltődik, addig nem jöhet tüske. Szerintetek milyen lenne? (utólag írom, h nem a negatívat kell földelni, hanem a pozitívot szerintem, de ez most lényegtelen)
Ez oké, csak gyújtásba 1kV nem sokat szól bele. 10-15kV kell hozzá, azt pedig így nem lehet előállítani. Nem utolsó sorban pedig mindenképpen arra is szükség van, hogy a gyújtóáram összemérhető legyen a munkaárammal, ezt pedig kizárólag tesla körrel lehet megoldani.
De a rajzodon honnan jön az a bizonyos 1kV egyébként, ha egyszer a trafó 200V? Ha ott is van az az 1kV, akkor pedig zárva fogja tartani az egyenirányító diódákat, éppen addig, és akkor, amikor ioncsatorna van a kimeneten. Hidd el, nincs más megoldás rá, mint amit használnak.
Üdv... Gondolom már próbáltál fojtótekercset megszakítani, miközben megy át rajta az áram..., és rajtad van a két pólusa... Kegyetlenül megb..sz... Na ez azt használná ki. Szóval ott a kV...
Nem lesz zárva tartva a dióda, mert a fojtó továbbfolyatja az áramot... amint az IGBT-nek nevezett kapcsoló nyit... (energiát tárol) 1kV 0,5-1mm-es ívhez kell kb csúcsos elektródákat használva, tehát elvileg nem kell itt már fizikai kontakt-> errefelé akkor el lehet indulni
Ha 30 ohm-mal modellezem a levegőt, ami elég durva modellezés, és kapcsolóval az IGBT-t,
L1 pedig 5uH és 1us gerjesztés után kikapcsolom a rendszert, valami ilyesminek kéne lenni (ami rövid, de hát ez csak modellezés)
Szia Isti!
"1kV 0,5-1mm-es ívhez kell kb csúcsos elektródákat használva, tehát elvileg nem kell itt már fizikai kontakt-> errefelé akkor el lehet indulni" Ezzel csak az a baj, ez nem TIG technológia,tehát nincsen hegyes csúcs az ív könnyebb gyújtásához; a szikra energiája is nagyobb kell legyen,mert a kiáramló sűrített levegőn keresztül kell kialakulni az áramot vezető ívcsatornát,amit a levegő a fúvókán keresztül kifúj. Ebből következik,hogy a gyújtófesz frekvenciája minimum több kHz kell legyen,mert nem tudja begyújtani a vágáshoz szükséges ívet egyetlen impulzussal. Tehát A fojtós feszültség előállításnak ez a módja -szerintem-itt nem válik be. Csak gondolj bele,a fojtód menetszáma kb 35-40 menet valamilyen lemezelt magon. Nem valószínű hogy úgy készül el,hogy előállítható legyen vele egy 1us felfutási meredekségű impulzus másodpercenként kb. 4000-szer. De a puding próbája az evés, sok szerencsét kívánok a próbálkozáshoz.
Okés, kezdem érteni, mi a probléma... Tehát tegyük föl, hogy begyújtom valami műszaki csoda folytán. Na de ha véletlen megszakad az ív, akkor hirtelenjében miből lesz megint gyújtófesz? Ezért a legjobb megoldás a rezgőkörös. Mert ott bepumpálod a teljesítményt, és bizonyos határok között addig megy fel a feszültség, amíg újra le nem tudja adni...
Ezen még gondolkodok, de szerintem nem megoldhatatlan. Lehet a végén én is a Tesla-körnél lyukadok ki...
Előbb utóbb te is rájössz, hogy a tesla körös az egyetlen megoldás erre
A probléma nem az,hogy ha megszakad az ív akkor hogy fog újragyulladni,mert arra a válasz az,hogy sehogy. Azt újragyújtani csak egy újabb vágási művelet indításával lehet. A probléma annak a szikraenergiának az előállítása,ami biztosítja azt,hogy a két elektróda között ki tud alakulni egy olyan ioncsatorna,amely garantálja hogy olyan hosszú ideig fennáll,amíg a kialakult ioncsatornában megindul az elektronáramlás. Ha nincs a kialakult gyújtóívnek elég energiája,akkor a sűrített levegő elfújja azt,és nem fog a pisztolyban kialakulni a plazmaállapot létrehozásához szükséges áram.
Eben a témakörben igen sokat van tárgyalva nagyfeszültségekről de van még egy témakör amely csak indirek kapcsolodik mert mégnagyobb feszülséget igényel az a por festő . Érdekelne van - e róla már topic valahol?
Szerintem írd be a keresőbe,és mindjárt kiderül,hogy van-e ilyen fórumtéma.

És kb hány centit kell átütni?
(Kishegesztőmön kéne kipróbálni, csak vmi normálisabb szigetelést kell raknom a házi elektródafogóra)
Azzal is számolj, hogy kell egy minimális DC üresjárási hegesztő feszültség, különben nem gyújt be. Nekem egyszer sikerült a 45VDC-s hegesztőt is begyújtani, de nehézkes.
Az enyém is nehezen gyullad, mert alacsony a fesz, de hát több menet szekunder nem fért rá, primert meg már nem lehet lejjebb vinni, freki is már kezd magas lenni...
Kb kijön egy 35V... fel kell izzani a pálca végének, és úgy már lehet vele hegeszteni... Viszont bele lehet nyomni az olvadó anyagba és hallani a vas fortyogását. Képet nem mutatok róla annyira kókány deszkamodell, de hát működik az a lényeg 
"És kb hány centit kell átütni?"
Kb 1mm-t, de nem egy ponton,hanem a fúvókán belül lehetőleg minél több helyen.Ja,és plazmavágóról lévén szó, az üresjárási feszültség inkább 200V legyen mint 150V.
Kedves fórumozók!
Szeretném a segítségeteket kérni. Teljesen kezdő vagyok a plazmavágók világában, kb egy hete van egy Plasmacam 510-es CNC-m. Mellé egy Hypertherm Powermax 1000-t használok. Jelen pillanatban lemezszekrényeket szeretnék kivágni 0,8 mm vastag anyagból. A vágó magasságot 0,8-1,8 mm között állítgatom, próbálgatva hogy minél tökéletesebb legyen a minőség. Rengeteg beállítást próbáltam, de sajnos a kivágott anyag mindig sorjás maradt. Ha kis amperrel kis vágósebességgel vágtam, akkor vastag sorja maradt alul, ami viszonylag könnyen lepattintható, nagy amper és vágósebesség mellett az egyenes szakaszok szinte sorjamentesek lettek de a sarkok és a kisebb sziluettek, furatok borzalmasak, a rajtuk maradt sorja szinte leszedhetetlen, és nem is alakhűek. Kérlek titeket, ha tudtok segítsetek abban, mivel érdemes kombinálni, hogyan lehet ilyen vékony lemezeket (0,8 mm) sorjamentesen vágni. Segítségeteket előre is hálásan köszönöm. Peti
Köszönöm a gyors válaszodat. Igen, a kérdés valóban nem igazán elektronikai, sőt, egyáltalán nem az, de ez a topik tűnt a legjobbnak, és bízom benne hogy sok tapasztalt szaki is ide keveredik. A link amit küldtél hasznos volt, a diagramokból lehet következtetni, de sajnos ilyen kis lemezvastagságról nem esik szó benne.
Milyen gázt használsz? Mekkora nyomással? Egy nagyon kevés sorja szerintem mindig maradni fog.
Sűrített levegővel dolgozom, 6 bar nyomáson.
A kevés az relatív. Az egyenesekkel nincs is baj, csak a sarkokkal, vagy ha kis dolgokat vágok, mivel azokon a részeken sokkal több ideig marad a pisztoly, és tovább is melegszik az a kis terület.Természetesen folyamatosan visszanézek, bízom a szaktudásotokban!
Szia . Esetleg ha "vizes" asztalt használnál nem lenne jobb ?

Üdvözlet mindenkinek. Teszek fel egy rajzot ezt egy Féviplaz 100 nevű plazmavágó gyári ívgyújtójáról rajzoltam és így működöt, elég jól. Hátha megoldást jelen az ívgyújtás problémára. tirolit
|
Bejelentkezés
Hirdetés |