Fórum témák
» Több friss téma |
Fórum » NYÁK készítés CNC-vel
Szia! Én megpróbáltam azt az utat, hogy építsek "olcsó" nyák gravírozót. De olyan mechanikai zsákutcákba futottam, hogy rá kellett jönnöm, nem véletlenül épülnek ezek e gépek 12-es vagy vastagabb menetes orsókkal. 20-as tengelyekkel, miért kell jó csapágyház, miért kell hozzá ez vagy az. Ha 100.000-ből összerakod 0 tapasztalattal, arra én is kíváncsi leszek. Nem mondom, hogy lehetetlen, de aki tapasztaltabb, azoknak sem mindig jön össze. Hidd el a tanulópénz néha drágább, mintha veszel például egy félkész, vagy használt gépet. És akkor még csak a mechanikáról beszéltünk, nem érintettük a vezérlőt, a tápegységet, a megmunkálómotort és a marószerszámokat. Ez nem olcsó hobbi - egyszerűen nem az a kategória. És ha mindez kész, akkor költhetsz alapanyagra, mert hát evés közben jön meg az étvágy. Ha már megvan a gép akkor már - hidd el - nem csak nyákot akarsz vele csinálni
 ... Én pld most faragtattam a géppel 20db végdugót a mennyezeti karnisokhoz - mert éppen ez kellett. Vagy LED-es térdvilágítást, ami szabvány kapcsolószerelvény keretébe fér, vagy ZX Spectrum egyedi billentyűzetet... Alu előlapot... , Műanyag előlapot... Aztán ha ráunsz fát, a fába lézeres feliratot, fóliát is akarsz vágni és a végén jöhet a 3D printer feltét... Ha jó az alapgéped - ezt megteheted. Ha "csak" egy kapirgálót csinálsz, akkor beleölsz egy csomó időt és pénzt, de másra nem lesz jó. ... Én pld most faragtattam a géppel 20db végdugót a mennyezeti karnisokhoz - mert éppen ez kellett. Vagy LED-es térdvilágítást, ami szabvány kapcsolószerelvény keretébe fér, vagy ZX Spectrum egyedi billentyűzetet... Alu előlapot... , Műanyag előlapot... Aztán ha ráunsz fát, a fába lézeres feliratot, fóliát is akarsz vágni és a végén jöhet a 3D printer feltét... Ha jó az alapgéped - ezt megteheted. Ha "csak" egy kapirgálót csinálsz, akkor beleölsz egy csomó időt és pénzt, de másra nem lesz jó.
Sziasztok!
Nem régiben találtam rá a Planet CNC nevű szoftverre. Egyszerűen kezelhető, és pillanatok alatt átkonvertálja a vonalrajzot G kóddá. Az egyetlen gondom vele, hogy az elkészült G kódot nem tudom exportálni. Ha megvenném hozzá a licenszt, de az USB-s illesztőkártyát nem , úgy vajon működne az exportálás?
Sajnos nem ! A licensz az illesztőkártyához van kötve (a benne lévő pic kódjához kapod a jelszót)És amíg nincs csatlakoztatva a vezérlő a pc hez csak demó módban hajlandó futni a program
A hozzászólás módosítva: Máj 25, 2014
A Sprint Layout is tud kontúrt marni. A" 0 " rétegen szoktam körbe keríteni olyan vastag vonallal, mint amivel majd körbe akarom marni. Aztán Export - Milling files - PCB outline milling ezt szoktam elmenteni és ebből megcsinálja a progi. Holding tab nincs olyankor benne, de nekem nem is kell, mert kétoldalú ragasztóval szoktam rögzíteni a nyákot.
Ha mégis akarsz tartó füleket a pozícionáláshoz, akkor ki kell hagyni a vonalból egy kicsit.
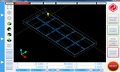
Én írtam rá progit, a 4 sarokpontot kell neki megadni, és 1mm mélyen körbemarja az egészet, és utána a négy oldalon hagy neki füleket, de már azok is be vannak marva ugye 1mm mélyen.
0.3-as fúróval szoktam kérni a sarokpontokat, azt a fúróállomány generáló előre rakja, és írtam olyan progit is amivel a sarokpontokat össze lehet párosítani, (mert a fúróállomány generáló a legrövidebb utat számolja két mozgás közben, és ha pl. 10 nyák van a panelen, akkor összekeveri a sorrendet. Ezzel összepárosítom a sarkokat, odaadom egyesével a marópálya generátoromnak, ebből lesz 10 marópálya, azokat összemásolom egybe és ezt adom a marónak.
Csak nem minden panelterv sp-ben jön, de egyébként meg lehet azt is csinálni, hogy a keretet megcsinálod vele, és utána odaadod sheetcam tng-nek, azzal be lehet állítani a maró méretét, meg hogy kívül, belül, vagy a vonalon marjon. Én mondjuk a sajátomat használom, pedig a múltkor kipróbáltam az sp-t is. Mondjuk ott lehet kerek nyákot is körbemaratni, de az ritkább.
A hozzászólás módosítva: Feb 4, 2015
Ez már ipari termelés
.Van valami praktikus oka, hogy 3 lépcsőben marod körbe.
Kevésbé terhelem a marót. Egy 2-es kukoricamaró, egy darab van belőle, 500mm/perces előtolással és 25.000-es fordulattal megy.
Én is azokat használom. A kerek nyákot 0,8-assal csináltam (a marást is meg a kontúrt is, de féltettem is
), az előzőt pedig 1,2-sel. Nem tudom mi a jobb megoldás: csak a végét koptatni, vagy inkább lassabban egy menetben.
Sziasztok!
A munkahelyemen van egy 500x500-as CNC marónk, nyákot szeretnénk vele marni. A nyákot Eagle-el tervezzük és a CNC-t mach3-al vezéreljük, a kérdésem az hogy milyen maróval, milyen előtolással, milyen RPM-el és milyen mélyen kell marni?
Ez jó csak időigényes, ennyi idő alatt már levilágítok kimaratok egy rakás nyákot ..
Szeretnék NYÁK-ot megrajzolni CNC vel, tollal vagy fényre kötő anyagot megvilágítani.
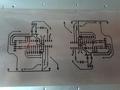
Az Eagle tervezőt használom. Ez tud egy HIDMP nevezetű plotterhez generálni rajzoló fájlt, ezt szeretném átkonvertálni G kódra ami az Sprinter nevű 3D nyomtatóhoz használt motor meghajtó firmware-t használja. Sajnos nem annyira ismerem a G kódokat, nem nagyon értem a G2, G3 parancsot. Rajzoltam egy teszt ábrát, az eagle ezt generálja:
Az egyenes mozgásokat át tudom írni G01 kódra már majdnem készen van, ez még kézzel átírott de majd írok hozzá visual basic-ben konvertálót:
Ami nem megy az a forrszem megrajzolása, ez a rész az: U 815,265 D 800,265 CA 815,265 360 D 805,265 CA 815,265 360 Először elmegy a forrszem középpontjára felemelt tollal: U 815,265 Elmegy a forrszem bal szélére ahol leteszi a tollat: D 800,265 A kör középpontának megadásával itt rajzol egy 360fokos (?) teljes kört: CA 815,265 360 Elmegy a forrszem bal belső szélére : D 805,265 A kör középpontának megadásával itt szintén rajzol egy 360fokos (?) teljes kört: CA 815,265 360 Ebben szeretném a segítséget kérni hogy ezt a részt hogyan lehetne átírni G2 kód megadásával. Tudom vannak marós programok de nekem azok nem jók, egyrészt nem tetszik, másrészt a Mach3 demó van csak meg.
Sikerült átírnom a kódot Mach3 ra hogy rajzoljon panelt, még csak manuálisan de már tudom az algoritmust ami alapján meg lehet írni a programot, esetleg demó verzióhoz úgy hogy 500 soronként új fájlt generáljon.
A filc helyett valami fényre kötő anyag kellene olyan mint a pozitiv20 csak ide Negativ20 kellene, nem tudom olyant lehet-e kapni valahol? A tollas rajzolás sem rossz csak kellene egy rugós tollbefogó ami nem lötyög, valahol már láttam ilyent de elég drága volt. Természetesen a fúró fájlt is át tudtam írni. A hozzászólás módosítva: Máj 8, 2015
Idézet: Van ilyen úgy hívják hogy DRY fólia . És itt érdeklődj felőle. De ha már cnc vel csinálod inkább vegyél gravírtűt és hagyd el a vegyi maratást. „Negativ20 kellene,” A hozzászólás módosítva: Máj 9, 2015
Csőtollat mintha hirdetett volna valaki az apróban. Vízálló tus kell bele. Bár a gravírtű olcsóbb
.
Jobb az maratva főleg ha nagyfrekvenciás vagy nagyfeszültségű áramkör készül.
Ezt már olvastam de nem értem hogy mire is használható ez a fólia. A hozzászólás módosítva: Máj 9, 2015
A filc is jó csak kell neki egy nem lötyögő rugalmas megvezetés, esetleg egy mozgató elektromágnessel, így gyorsabb mint a Z tengelyt mozgatni.
Hasonló min a pozitív20 csak neki invertált film kell
Kezdem érteni, olyan megoldásra gondoltam hogy most vettem egy 3W UV ledet ezt lencsével fókuszálom majd egy kis lyukon keresztül engedem ki a fényt és ezt mozgatva a cnc géppel világítom meg a fóliát. Vagy a kék fényre is érzékeny a fólia?
Sikerült az Eagle CAM processzora által generált plotter vezérlő fájlhoz írni egy python scriptet ami készít a MACH3 számára egy G kódos .tap fájlt, alkoholos filccel rajzolta a panelt.
Még azt nem tudom kétoldalas panelt hogyan lehet jól pozícionálni a tükörkép miatt, az x0 y0 phelyre már most tettem egy pont markert. A hozzászólás módosítva: Máj 12, 2015
Videó ahogyan készül: Bővebben: Mach3 Eagle
Szia ! Hasonló a konfigom. Nekem 24000-el, 300-as előtolással a 0.3-as maró jó lett. Mérd meg hány mikronos a nyákon a réz és kicsit még adjál hozzá. Eddig mivel próbálkoztatok ?
Találtam videót ahol 20mW 405nm mély kék lézerrel készült a dry fóliás levilágítás.
Bővebben: kék lézer Idézet: Nem akarok vitatkozni „PCB with photoresist dry film, UV laser diode and CNC router”
Utánanéztem a uv spektrum 400nm ig tart a 405 már ???
Sziasztok!
Szeretnék egy panelt legyártatni, mivel sajnos a fólia nyomtatós megoldással nem tudom megcsinálni. Ha valaki tudna segíteni ebben, akkor légy szíves PM-ben keressen meg.
Az apróhirdetéseknél írd be a keresőbe hogy : nyák
A hozzászólás módosítva: Jún 9, 2015
Szia! Ez a szoftver vagy plugin mennyire publikus? Nekem van tollbefogóm, amit készítettem - rugós. Ez a plottertollat is be tudja fogni és a vágókést is. Esetleg - ha már ennyire beleástad magad... A pcbgcode.ulpt hogyan lehetne rávenni, vagy hogyan lehetne módosítani, hogy képes legyen egy menetben körbejárni az izolációs pályát? sokszor elég lenne a gravírtű vastagsága izolációént, de akkor is bejárja legalább kétszer, de van hogy 5x ugyanazt a pályát. sokszor éppen emiatt téve tönkre az elsőre jónak tűnő munkadarabot.
|
Bejelentkezés
Hirdetés |