Fórum témák
» Több friss téma |
Miért akarod a lineáris elmozdulást forgó jeladóval mérni, amikor vannak mérőlécek akár 1 mikron felbontással. Csak megfelelően kell rögzíteni, kijelzőn pedig lehet látni az elmozdulást akár "-ban is. 0-ható, tehát relatív távolság vagy különbségek mérésére is alkalmas lehet.
Udv.
Azert mert nem talaltam olyan "mero lecet" ami alkalmas lenne a feladatra. Vettem egyet 10k-ert de nem tud pontossan merni. Nekem viszont nagyon fontos a2 vagy 3 tizedes pontossag.
Az enkóderek mércéje az impulzus/fordulat. Innentől kezdve a mechanikai áttétel szabja meg, hogy egy fordulat mekkora utat jelent.
Mivel egyedi gép lesz belőle, nem javaslom a gyári kijelzők használatát kivéve akkor, ha valamilyen módon kalibrálni is lehet. Továbbá enkóderből csak és kizárólag a csapággyal ellátott, optikai változat jöhet szóba, pl. ez: LPA3806-400BM. A 400 impulzus/fordulat nagy valószínűséggel 1200 impulzus/fordulat. Ezekről az enkóderekről egy kis leírást találsz itt: Bővebben: Link.
Üdv!
Itt valami hasonlóról volt szó. Az iparban bevett gyakorlat, hogy mérőkerékkel felszerelt forgó jeladóval hosszat érnek. Több ilyen gépet láttam/készítettem. Azonban ezek nem 0,01mm pontosságúak. A mérőkerék a mérendő anyag felületén fut általában, és annak felületétől függően mindig van valamekkora slip/csúszás. Az ilyen felbontáshoz, pontossághoz nem is egyszerű a mérőkereket és a megfelelő felbontású kódadót megtalálni. Ha a mérőkereked kerülete 100mm (ez viszonylag pici mérőkerék lenne), akkor is legalább 10000 osztásszámú kódadó kellene, ami már gyakorlatilag a felső határ.
Igen az otletet en is teszta darabolo gep lattan vettem.
Probaltam tolomerovel is merni de az se jott be. Es ezt az encoderes megoldast lattam tobbszor face hirdetesben ott gyors darabolohoz rogzitettek. A videon nagyon pontos volt az.
Szia! Leírnád, hogy pontosan mit akarsz mérni és milyen környezetben? A környezetben a szerkezet felépítését és hőmérsékleti jellemzőit is értem. (4 évtizedes NC gépek építési beüzemelési tapasztalattal talán tudok segíteni.) Az 1um-es kijelzés nem probléma, de a valós mérés már nehezebb. Ökölszabály: mérés felbontása kb 1 nagyságrenddel nagyobb legyen mint a megkívánt pontosság!
Szio. Ez nem lenne jo mert nem lehet a jeladot rogziteni.
Szia.
Asztali meretu CNC gepek tervezesevel es ertekesitesevel foglalkozom. Es az axisok kalibralsahoz lenne szukseg egy 2 tizedes pontossagu mero eszkozre. Azert gondoltam az encoderre mert azt oda tudom rogziteni a sinen mozgo lemezhez a kereke pedig tudna gordulni a sinen. (Alu profil). De barmilyen pontos megoldas jo lenne aminel a jelado es az erzekelo felulet egymastol fuggetlen.
Anélkül, hogy lenne ebben tapasztalatom, nekem nagyon gyanús, hogy ez a surlódással gördülős megoldás hozhatna 2 tizedes pontosságot.
A legjobb megoldas talan valami erintes mentes szenzoros eszkoz lenne. De nyilvan ilyen nem letezik.
A legfontosabb az, hogy ne keruljon szazezrekbe.
Par 10 ezer nem gáz de fölé nem mennék.
Van ilyen, ott van a kezünk alatt, az optikai egér. (Vagyis annak szenzora) Ha jól emlêkszem, egy régi fajta egérrel is 0,04mm-es felbontást értem el.
A hozzászólás módosítva: Jún 11, 2021
Letudnad irni a koncepciot?
Illetve ha barmi meg megvan belole, alkatresz lista, esetleg kapcsolasi rajz barmi oszd meg legyszi.
Szia! Lézer-interferométer lenne ideális, de az ára... Tengelyek kalibrálását raporter (mérőhasáb) és mérőórával el lehet végezni, kicsit lassú és strapás megoldás.
Egy kicsit barkács megoldás, de működik: minimum 2400-as felbontású optikai forgójeladó tengelyére kell egy pontosan megmunkált henger (kb 12-16 mm-es átmérővel) és egy vékony huzal (pl. citerahúr ennek az átmérője kalibrált!). Forgójeladó 'A' és 'B' jelét arduinóval vagy PIC-el feldolgozva az eredmény pl. LCD-re. A citerahúr egyik végére súlyt kell szerelni, másik végét kell a mérendő szánra rögzíteni. A huzal 1x kerülje meg a hengert. Mérés előtt a szánt oda-vissza meg kell járatni és ellenőrizni a huzal járását a hengeren. (Azért merem ezt a módszert ajánlani, mert volt olyan fogköszörű ahol ezt a módszert használták - nyílván nem ebben a kivitelben.) Ezt skicceltem:
Optikai egérrel nem próbáltam, csak soros portos golyós egér mechanikájával. A felbontással nem volt problémám, viszont "rendszeres" adatvesztés volt! Mivel windosos PC-n teszteltem nem tudtam megállapítani, hogy hol veszett el egy csomó adat, és feladtam ezt a vonalat. Ha van valakinek ezzel jó tapasztalata jó lenne látni!
Nem értelek, a középső alutesten van két menetes furat, a hozzá ajánlott kijelzővel kiválóan használhatónak tűnik. Nem mondom, hogy olcsó, de mérőeszközt nem egyszerű gyártani.
"nemgyuri" is ugyanerre a megoldásra jutott valójában. Amennyiben a lépésvesztéstől tartasz akkor zárthurkú vezérlőt kellene használni, ott kapsz hibajelet ha baj van. A mechanikai problémák " lógás, lötyögés , holtjáték " a méréstől nem fognak megoldódni.
annal a modellnel amit ajanlottal, a jeladot kell rogziteni a mozgo alkatreszhez, a merolecet meg valahogy a gep tengely sinjehez. Es hat nem egyszeru ugy hogy pontossan illeszkedjenek es ne feszuljon az egesz semerre.
Ezt vettem korabban: https://variometrum.hu/digitalis-utmero-dro-0-01mm-shahe De sajnos reszben azert mert kinai, reszben meg azert mert nem ilyen felhasznalasra terveztek, de nem tudtam megfeleloen rogziteni a gepkerethez, ugy hogy pontosan merjen. Alapbol nem is pontos... Epp ezert batorkodtam gondolni a forgo encoderes, vagy mas lezeres esetyleg magneses szenzoros megoldasra, mert nem e igazan kivitelezheto, a jelado es a mero lec rogzitese is.
A huzalos útmérőnél azt a kis réz akasztót kell a mozgó oldalra rögzíteni, és a jeladó testet pedig fixen. A mozgó tárgy fogja a huzalt kihúzni a tokból az akasztó segítségével. Az általad linkelt eszköz egy mágneses útmérő, ettől még az is lehetne pontos. A minősége, használhatósága nem azért olyan mert kínai, hanem azért mert abba az árkategóriába tartozik. Az általam ajánlott valódi üveg mérőlécet a hozzávaló kijelzővel az ipar használja már sok éve, illetve esztergák modernizálásához is használják. Igaz ez mind fix beépítés. A huzalos mérőt teszteltem egy üveg mérőlécre felcsavarozva, de az osztószám miatt néhány ezred eltérés mindig volt. Csak a hozzá ajánlott nagy sebességű olvasóval lehetett a kellő osztást beállítani.
Ezek az epito iparban hasznalatos lezeres tavolsag merok, Obi, Praktikerben kaphato nem draga kutyuk mennyire lehetnek pontosak?
ha veszek egyet, szetszedve a lezer erzekelot rogzitve a geptengely mozgo reszehez, elvileg akkor is mukodnie kell, hiszen ezek erzekelses felulet fuggetlen. Mivel a feluletrol visszaverodo lezer sugar tavolsagot meri.
Messze gyengébbek, mint amire te vágysz. Átlag ±2 mm-es pontossággal dolgoznak.
A hozzászólás módosítva: Jún 12, 2021
Ez nem jo hir.
Nezegetem a Keyence szenzorokat. Ott van eleg sok fele. De nem igazan tiszta hogy azokhoz milyen egyeb komponens kell a mukodeshez a szenzoron kivul.
Csatlakozom Bakman kollégához, azoknál a lézeres kütyüknél a "szabócenti" is pontosabb! (azok a fényimpulzus visszaérkezési idejét mérik, gondolj bele milyen rövid időt kell mérni!)
A korábban belinkelt lineáris útmérő 2-3 század milliméteres pontossága egészen jó. Természetesen csak akkor használható, ha kottyanás-mentesen és párhuzamosan van felszerelve a mérendő egységre. Ezekre figyelj...
Szia! Az útmérő Keyence szenzoroknak (tudtommal) két csoportja van. A GT sorozatúak (ceruza forma) úgy mér mint az üvegléces mérőrendszerek, nagyjából 10 mm-es méréstartománnyal.
A másik pedig egy lézersugarat bocsájt ki a mérési irányba és ezt figyeli szög alatt egy objektív és scenner segítségével. Különböző távolság mérésére készülnek, de mindegyik csak egy meghatározott tartományban mér. A kisebb távolságra készültek pontosabbak. Nagyon fontos viszont az a felület ahova irányítva van. ( Tisztított kovácsolt felületet kellett mérnem kb 250mm-es távolságból. Ugyanazt a felületet 0,1-0,2 mm-es szórással mérte, igaz hogy kiírta a mikronokat is, de minek?! Más alkalommal megmunkált felületnél már csak néhány század volt a szórás. Annál a mérési távolság kb 50mm volt.) A GT sorozatúak működési elvükből következően gyakorlatilag mikron pontosak, méréstartományuk elegendő? Ezt Neked kell tudnod! A hozzászólás módosítva: Jún 12, 2021
Alapvetoen a nagyobb gepeknel 500mm es tengelyhossz felett jo is lenne szinte barmelyik, bar a tengely kialakitasok nem igazan olyanok hogy azokhoz utmero sint plusz erzekelot hozza lehetne rogziteni. A gondom a kisebb gepekkel es a z axissal van ahol a tengely hossz nem eri el a 300mm-t ebbol eredoen mozgas terulet 50-80mm. Ha tengely kocsit beallitom a tengelytav kozepere akkor is ez a 50-80mm hely van a pontos meresre.
Viszont ezek a tengelyhosszok mar nem elengendok ahhoz hogy oda utmero lecet rogzitsek.
Ne közvetlen rögzítsd az útmérőt hanem csináltass valamilyen adaptert a gépekhez.
Pont ez volt a baj annal az utmeronel amit vettem.
Az alkalmazott "adapterek" miatt nem volt pontos.
Az kimaradt az info aradatbol, hogy Angliaban vagyok. Otthon siman le lehet gyartatni barmit de itt mire elmagyarazom hogy mit akarok addigra magam legyartom.
Sziasztok!
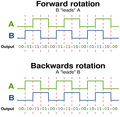
Elakadtam 1 optikai inkrementális jeladó, jelének feldolgozásában( PIC, C). Magának a jeladónak push-pull kimenete van és emiatt, hogy nem tudom előre mi lesz a nyugalmi állapota(0 vagy VCC) folyamatos él figyelést mindkét irányba végzek és így léptetem az állapotgépem. Igazából így maga a jelfeldolgozás sikerült is, lényegében kvadratúra enkódolást végzek (x4). Pontos is, viszont számomra jelen esetben fontosabb lenne a sebesség mint a pontosság. Kérdésem az lenne, hogy van-e tanácsotok, arra, hogy csak inkrementáljam a változómat, ha az A csatorna kezdett el adni illetve dekrementáljam ha B csatorna kezdett előbb adni.
Ha Gray kód alapján változó kimeneted van, akkor két Interrupt-on-change megszakításra van szükséged. Ha bármelyik kimenet változik, akkor az enkóder tengelye elfordult pozitív vagy negatív irányba.
|
Bejelentkezés
Hirdetés |