Fórum témák
» Több friss téma |
Fórum » MIG/MAG/Co2 hegesztő készülékek házilag
Témaindító: electorkalandor, idő: Feb 19, 2009
Témakörök:
Sziasztok!
Mostanában sokszor látni pár10ezer Ft-ért porbeles hegesztőberendezéseket az áruházak kínálatában. Ismeritek ezeket a gépeket. Érdemes beruházni egy ilyenbe.(Úgy,hogy van egy inverteres pálcás hegesztőm). Lehet ezekbe olyan porbeles huzalt kapni,amivel saválló anyagot lehet hegeszteni.Ha jól tudom bevont elektróda van ilyen,de az AVI az igazi. Milis lemezeket kellene összehegeszteni a korábbi törött hegesztéseknél.Ritkán,nem iparszerűen.
Szia
Néz körbe , hogy mennyiért tudsz venni ezekbe a gépekbe porbeles huzalt.. Majd nézd meg mennyiért tudsz venni egy rendes CO gépbe huzalt.. A hozzászólás módosítva: Dec 24, 2016
Ilyen irányú összehasonlítást nem csináltam még,egy videot láttam a csövön,ahol a csóka elemez ,majd feljavít egy porbeles 100 Euros ketyerét. Innen jött a dolog.
Köszi! Szép ünnepet!
Olyan vékony lemezeket TIG-el kell hegeszteni, ha normálisan akarod csinálni. Minden más csak taknyolás lesz és borzasztóan fog kinézni a varrat. A legjobb amit tehetsz, ha van egy inverteres géped akkor veszel egy egyszerű TIG pisztolyt amin van gázelzáró szelep és veszel egy literes argon palackot pár ezerért. Ha ritkán kell használni ez a legolcsóbb megoldás.
Sziasztok.
Először is, BÚÉK Mindenkinek! Kapcsolási rajzot keresek egy FOR -MIG 303 -as hegesztőhöz. Köszönöm!
Még egy kérdés a segéd trafón ,mi célt szolgál a 400V ?Sajnos itthon nincs 3 fázisom ,de mivel a vezérléssel van gond,220V ról is tudom a vezérlést tesztelni,csak ez a 400V nem világos.
Hogy ha lenne otthon 3 fázis akkor a két fázis közé bekötve innen is tudod a trafót táplálni nulla vezeték bekötése nélkül.
Akkor ,kap egy 24V segédtápot próba idejére.
3 fázisú a gép így nincs nulla csak a 3 fázis, így csak 400V-ra lehet kötni a segédtrafót. Kapcsolási rajzot biztosra veheted, hogy nem találsz, de ha a vezérlés a probléma akkor a W122-es kapcsolási rajz jó lesz, mert arról lett másolva a Wel panel (amihez szintén nincs rajz).
Ezért fog kapni egy külön tápot 220V-24V,az eredetit kiiktatva a próba idejére.Persze még bele kell másznom ,átlássam melyik" madzag " hova megy,lerajzolgatni.Aztán kiderül mehet e a 24V segédtáp ,kiiktatva az eredetit .
Szia.
Érdeklődj a Fortrans Kft-nél Bp Kinizsi út 5. Vagy a Traff-el Kft Pécel. Ezeket a gépeket a mai napig gyártják, (az elektronikát Bp-en az El-Melior Kft szokta készíteni). Valamit csak tudnak segíteni a kapcsolási rajzban?
Üdv!
Ilyen panelt már jópárat javitottam. Tipikus hibák: - a panel szélén lévő 3 darab hűtőlepkés tirisztor valamelyik lába kontakt hibás (esetleg zárlatos tirisztor) - az LM324 valamelyik operációs erősitője rossz - a CD4027 ic rossz - a nagy teljesitményű ellenállás (fék) lába kontakt hibás - a potméterek vezetékei biztosan be legyenek kötve (pl. a fék 100k potija ha nincs bekötve,akkor nem dolgozik rendesen) Első körben talán ennyi
Megoldottam,ennél ez a " hő védelmi akármi" volt szakadt,így nem kapott a vezérlés áramot.Többi jónak bizonyul.De majd holnap élesben kiderül.
Üdv
Segítségeteket szeretném kérni a következőben, egy egyszerűbb barkácsolásra alkalmas gépet szeretnék készíteni amihez van egy EI vasam melynek keresztmetszete 30,87cm2 ehhez számolgattam primert ami a legerősebb fokozata lenne a gépnek a következőkre jutottam 1,3T gerjesztés amihez 258 menet jött ki nekem 230v hálózatra tervezve 1 fázisra sekundernek 30 menet ami elvileg 26Voltot ad az imént említett gerjesztés mellett úgy gondoltam hogy 6 megcsapolást tennék a primerre nagyjából 0,1T-val csökenne így minden fokozatban a gerjesztés mértéke miszerint a primer fokozatok 258-280-305-335-373-419 menetre jött ki nekem, így a secunder feszem számításaim szerint 26,7-24,6-22,6-20,5-18,5-16,4 között lenne.Primer huzalnak 1,3mm átmérőjű cu huzalom van sekundert azt 3mm átmérőjű huzalból készíteném duplán húzva. Egyenlőre az érdekelne hogy kb mire lenne képes a gép ezekkel a paraméterekkel egyáltalán érdemes e így belefogni esetleg más menetszámokkal próbálkozni?
Ennek ebben a formában csak akkor állj neki, ha a "barkácsolás" azt jelenti hogy húzol vele mondjuk 1-2 rövid varratot naponta, ellenkező esetben szét fog égni az egész. A 30 cm2-es vaskeresztmetszet még elég lenne, de csak abban az esetben ha akkora ablaka van hogy van benne bőven hely a huzal számára (talán láncszem típusnak hívják), mert a szabvány kivitelű magokban nincs. Az 1,3-as primer huzal tartósan nem fog tudni 5-6A-nél többet, és azt ugye olyan 12-14A környékére kellene méretezni, szekunder dettó. A trafó nem csak feszt hanem áramot is transzformál, így ha olyan 8,5 körüli menetszám áttétel van, akkor a szekunder keresztmetszetnek 8,5x nagyobbnak kell lenni a primernél.
EI vasnál nekem az az 1,3T is soknak tűnik, azt egy próbatekeréssel én mindenképpen megnézném előtte. Nem kell 230V-ra megtekerni, elég 12V-ra is, és rákötni 12V-ot. Elolvasva még egyszer amit írtál, a 30 négyzetcentis EI-vel biztosan nem fogsz tudni hegesztőt építeni, mert a szükséges huzalkeresztmetszettel nem fér bele az adott menetszám. Láncszem (O vagy gyűrű (négyzet/téglalap) alakú) magot keress.
Szia
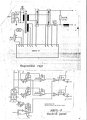
Ezek egy mai napig használatban lévő hegesztő trafó(Co2) számításai.Hátha segít .Tulajdonosa meg van vele elégedve.Hogy mennyit tud (Amper),nem tudom,személyesen nem próbáltam,mértem.De 5-6 mm lemezt állítólag nem jelent neki gondot.
Sziasztok SCH-350 kapcsolási rajzot szeretnék kérni ,
a karakterisztika váltó kapcsoló bekötése érdekelne előre is köszi .
Szerintem nem érdemes pénzt kidobni porbeles barkács gépre. Nagyon silány varratokat lehet vele készíteni, és drága a huzal hozzá(70dkg 4-5000HUF). Nekem volt egy TIP márkájú, amitől a bolti ár töredékéért sikerült meg szabadulnom. Két ismerős is szenved hasonlókkal. HA jó minőségben szeretnél valamit hegeszteni, nagyon nem ajánlott beruházás. Nem azt mondom, hogy egy lapátot ha bereped, nem lehet vele megcsirízezni, de kritikán aluli...
30cm2 az nagyon kevés. A vas tulajdonságait nem ismerve, én nem számolnék 1,2T-vel.
Tisztelt Fórumtársak!
Van valakinek W10 vagy W22-es vezérlő utánépítéséhez nyák terve? Köszönöm előre is!
Ez a kapcsolás áramgenerátoros, MMA/TIG géphez való.
Co gép építéséhez fesz. generátoros kell. De milyen összefüggésben van e kapcsolás a W10 vagy W22-vel? A hozzászólás módosítva: Jan 10, 2017
Nincs összefüggés. Ez két külön projekt.
Sziasztok.
Lenne egy kérdésem! Létezik hogy egy Traconic 220v/160A gép ilyen hegesztésnek nem minősülő /elnézést a kifejezésért/ taknyolást csináljon? Próbáltam közelebb az órához csatlakoztatni a gépet de ugyanazt produkálta!
Úgy néz ki mintha nem lenne jól beállítva az előtolás és az áram és még mintha nagy lenne a távolság a lemez és a pisztoly között. Ha nagy távolsággal akarsz dolgozni akkor sokkal több gázra van szükség!
Bocsi elnézést de ne haragudjatok a foglalkozásom minősített hegesztő!
Higgyétek el ez a legjobb beolvadás amit ki lehet csikarni a gépből! Az fokozat kapcsoló fullon, az előtolás 2-3 között! Arra lettem volna kíváncsi hogy másnak is ennyire gyengén olvaszt a Trakis gépe?! A melóhelyen 120 A körül szokták használni a srácok a kempi 350-es gépeket összeállításhoz! Hát ehhez képest az enyém 1 nulla!!!! Köszönöm a válaszokat!
Vidd el egy szervizbe, mert ez nem hozza a 160A-t, kb 30 éves a gép, akármi baja lehet...kondibank biztos kiszáradt már.
|
Bejelentkezés
Hirdetés |