Fórum témák
» Több friss téma |
Valamiért emlékeztem rá, hogy hackelgették ezt a vezérlőt. Mondjuk nem csodálom. A PC817 nem éppen egy sebességbajnok, ezért próbálják az optó másik oldalán is bufferelni egy HC14-gyel.
Én több helyen olvastam, hogy a törött Mach3 okoz megmagyarázhatatlan hibákat. Itt kompromisszumot kell kötni. Vagy elfogadja az ember, hogy az ingyen törött program sose lesz az igazi, használ valami ingyenest (pl. GRBL), vagy zsebbe nyúl és kifizeti a hivatalos licenszet.
Én azért ma megcsináltam a módosításokat a panelon... A kimeneten most már szépek a jelalakok. Bár számomra az még mindig nem baráti, hogy be küldök neki generátorról 50%-os TTL szintű négyszög jelet, és az IC bemenetére már veszít a kitöltéséből a jel.
Az biztos egyébként, hogy ezek a kínai TBxxxx kártyák nem valami világbajnok megoldások. Egy normális digitális meghajtóval jobban muzsikál, csak az meg zsebbe nyúlós.
A módosításokkal sokkal jobb. Legalább is már nincs neki az a beteges hangja. Indításnál is full csendben van. Persze a hiba az nem szűnt meg, továbbra is dobálja magát a párhuzamos port.
Először megpróbálom azzal a mach3-mal amit konkrétan hozzá kaptam. Bár van egy olyan érzésem, hogy valójában az is tört. Ha nem jó, akkor teszek egy próbát PC cserére, hátha...
Nos, lecseréltem a PC-t
 Ebben valami nagyon kezdetleges Pentium 4-es van, 2GHz, 512MB ram, XP-vel. Gyönyörűen teszi a dolgát. Szerintem a kis P3-as laptop nem bírta a mach3-at. Most nem téveszt lépést, nem dobálja el a párhuzamos portot sem.
Ha esetleg valaki szenvedne még rajtam kívül ezzel ilyen, vagy ehhez hasonló vezérlővel, akkor közkézre adom a saját példányomon eszközölt módosításokat. Így nagyon jó, zajtalan lett a vezérlés, pontos is.
Mindig is csodálkoztam, hogy miért ragadtak le CNC vezérlés esetén a párhuzamos portnál. Preemtív multitask oprendszerrel nem igazán alkalmas pontos időzítésekre. Sokkal pontosabban lehet időzíteni egy mikrokontrollerrel (a GRBL-el ezt meg is csinálták). Ha kicsit nagyobb teljesítményű kontrollerrel csinálnák nem pedig egy 8 bites atmega-val, teljesen el lehetne felejteni a már kihalófélben levő párhuzamos portot.
A hozzászólás módosítva: Ápr 16, 2021
Nem ragadtak le... A Mach3 még a 2000-es évek elejének terméke Win2000 & XP rendszerre fejlesztve. Szóval ez egy 20 évvel ezelőtti történet csak nagyon könnyű volt már régen is és most is ingyenes, törött verziókhoz hozzájutni, ezért nagyon elterjedt. Arról nem is beszélve, hogy a GRBL-lel szemben 6 tengelyt tud hajtani.
Cégnél mi is visszatértünk a párhuzamos port használatához, mert amit a géphez adtak USB-s vezérlőt, azzal pontatlan volt a gép, lépéseket tévesztett. Párhuzamos porton ez nem fordul elő. MACH3 egyébként egy plug-innel támogatja az USB-s vezérlést. Nekem van is, de még nem próbáltam ki. Elméletileg azt is GRBL-hez gyártódott arduinos cucc, amit később tovább fejlesztettek MACH3-hoz, többek között ezzel a plug-innel, meg adtak hozzá komplett xml fájlt is, amit csak be kell másolni.
Nekem egyenlőre jó ez így.
Eternetes vezérlő is van már , el lehet felejteni a párhuzamos portot . Én használom tökéletes .
A hozzászólás módosítva: Ápr 16, 2021
Emlékeim szerint a Mach3 eredetijét egy török emberke készítette és ingyenes volt! DOS vagy 3.1-es win...-ra. Csak később szerezte meg és "fejlesztette", majd pénzért adta valamelyik cég. (Az eredeti még megvan valamelyik régi winyómon.)
Hát ja, de egy párhuzamos, 3 tengelyes TB6560 kártya tizenpárezer forint. Baromira nem egy kategória az ötvenezer forintos vezérlővel amihez még motor meghajtó is kell. Tudom Trabi, Mercedes hasonlat, de tudomásul kell venni, hogy ezt nem minden hobbista pénztárcája bírja.
Igazad van , Ha jót akarsz azért fizetni kell , én kb 4 évig építettem a gépemet és spórolgattam rá a maszek pénzecskémből ... Egyébként az elődjében tb6560 volt (először) aztán amikor már 3 elszállt belőle akkor jött el az az idő amikor átgondoltam mi az olcsó és miért ....
A hozzászólás módosítva: Ápr 16, 2021
Én meg egy sima esp01-el készült wifi kiegészítést használok a grbl-hez. Így galvanikusan is független a CNC a számítógéptől. Saját konstrukció, és fillérekbe került. Igaz nekem csak egy amatőr kategóriás 3018-am van. Itt ugye a G kódokat kell küldeni a GRBL vezérlőnek, az meg egyáltalán nem időkritikus. Eddig tökéletesen működött.
Ez a megoldás mennyire publikus? Érdekelne ha elérhető.
A menete dióhéjban:
- feltöltöttem az ESP01-re az esp-link nevű szoftvert - bekonfiguráltam, hogy fel tudjon csatlakozni a saját wifi hálózatra - összekötöttem a GRBL panellal (az offline controller helyett lehet rádugni) - a PC-re feltettem a com0com nevű programot (ez kell a virtuális soros port létrehozásához) - feltettem a com2tcp nevű programot (ez kell, hogy a hálózaton kommunikáljon a virtuális soros port) Így az usb helyett wifi-n keresztül csatlakozik a gép a CNC-hez, ki tudom tenni a gépet a teraszra, hogy odakint dolgozzon.
Ez mekkora!
 Nekem is 3018-am van, csak ahogy elnézem, nekem még az első szériás gagyi verzió. Valójában nekem a 6560 is csak addig kell, amíg be dobozolom a segítségvel a kicsit komolyabb vezérlőmet. Magát a CNC-t is lényegében csak jelölésre használom, habár a múltkor jól előtolással 9-10mm-t is bele fúrt simán a bordába, bár gondolom ez is inkább a jó minőségű keményfém fúrónak volt köszönhető inkább. Lényeg, hogy a végeredménnyel elégedett vagyok. Most szeretnék majd megpróbálni marni, pozdorja fába egy sablont az előlap fúrásához. Azt vettem észre, hogy az egxik tengelyben van egy kis ferdeségem, azt próbálom meg így kiküszöbölni.
Ha rajzolok egy egyszerű ingyenes szerkesztővel egy dxf rajzot, és DXF2GCODE programmal generálok g kódot akkor hogyan tudom figyelembe venni a maró szerszám átmérőjét? Azaz hogy külső vagy belső vonalon menjen, illetve ez nem ugyanaz mint a vonalhoz kiválasztható "cutter compenzation" left vagy right?
Két dolog lehetséges:
1. a generáló CAM programban van erre lehetőség, hogy adott szerszámhoz generálja a kódot. Nem ismerem az általad említett progit, így ezt nem tudom megmondani, hogy az tudja-e, de egy normális CAM progi tudja. 2. a profi vezérlők is tudják ha utólag hozzáadod a g kódhoz. G41 a korrekció kódja, de pl. a GRBL nem tud ilyet, ott muszály a generáláskor gondoskodni erről.
Stand alone 3 tengelyes mozgás vezérlő, szerintem ismeri a G40, 41, 42 kódokat, csak azt nem értem illetve majd ki kell próbálnom hogy ez most ugyanaz mint a belső pályán vagy külső pályán menjen a marókés?
A G41 balról számolja a korrekciót, a G42 jobbról. Tehát nem úgy van, hogy ha kell egy zsebet marni akkor egy paranccsal megadom, hogy belül menjen aztán kész, hanem minden egyes sorban meg kell adni, hogy honnan számolja mert ugye a zseb egyik oldalán jobbról, a másik oldalán balról kell figyelembe venni a szerszám átmérőjét. Mondani sem kell, hogy egy bonyolultabb formánál ezt kézzel megadni szinte lehetetlen.
G41 (korrekciós balról) vagy G42 (korrekció jobbról). Az oldalt az dönti el, hogy a maró a marás irányába nézve jobbról vagy balról van a kontúrhoz képest. Ha nem vagy biztos, nézz róla pár segédletet, és érteni fogod.
Pl: Bővebben: Link A kikapcsolás ne feledd (G40). és vedd figyelembe, hogy a bekapcsolásnál kell egy minimális mozgás, hogy a vezérlő át tudjan állni a maró közepéről a maró rádiuszára (legalább a sugár!). Tehát a közepbe pozicionálsz majd onnen G41 G01 a kontúrra ráállsz, és onnan jön a kontúr, majd leállsz a kontúrról, és G40. A hozzászólás módosítva: Ápr 22, 2021
"a zseb egyik oldalán jobbról, a másik oldalán balról kell figyelembe venni a szerszám átmérőjét." - a mozgás irányát figyelembe véve kell eldönteni, hogy a maró a kontúrhoz képest van jobbról vagy balról. Zsebnél mindig ugyanazon az oldalon van.
Váltani nem is tudsz ilyen gyorsan, mert a gép nem tudja lekezelni. A hozzászólás módosítva: Ápr 22, 2021
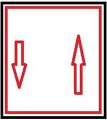
Csatoltam egy képet egy zseb marás szerszámpályáról.
Idézet: „Zsebnél mindig ugyanazon az oldalon van.” Miért lenne mindig ugyanazon az oldalon? Pont, hogy minden egyes fogásnál az ellentétes oldalon van. Idézet: Ezt nem egészen értem, hogy mit nem tud lekezelni... „Váltani nem is tudsz ilyen gyorsan, mert a gép nem tudja lekezelni.”
Hali!
Hobbi pénztárcából milyen cnc vezérlőt célszerű venni? Hátha ideér még a vám téma előtt Ali-ról.... Jó lenne, ha tudna úgy működni mint egy 3d printer sdkártyáról önállóan, és lenne pár nyomógombja a tengelyek kézi vezérléséhez, stepper driverek megvannak, nem kell a vezérlőn legyen. Bár van egy printerportos vezérlőm, de inkább PC nélküli az elgondolásom - vagy rosszul gondolom? Köszi
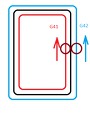
Készítettem Neked egy magyarázó ábrát. (Kis körök a szerszámot ábrázolják. Fekete a pálya - pl. a zseb kontúrja. A nyilak a haladási irányt mutatják, a piros és kék vonal a szerszámpályát jelölik. Szerszámpálya alatt a szerszám forgástengelyét értjük. ) Gondolom, így már érthető, hogy a szerszám a kontúr jobb vagy baloldalán halad.
A hozzászólás módosítva: Ápr 23, 2021
Bevallom én ezt a funkciót még sosem próbáltam, de nekem ez így nem logikus. Értem amit mondani próbálsz, de tegyük fel, hogy a gépi Y koordináta iránya megegyezik az általad jelöl nyilak irányával és az origó a jobb alsó sarok. Ekkor ha a szerszám sugara 5mm akkor a sallangokat leszámítva X5,Y0 koordinátákról indul a megmunkálás. Ekkor ha a zseb kívánt X irányú mérete 30mm X25-ig kell tartson a megmunkálás. Az én olvasatomban amikor elindulna visszafelé akkor már a kontur másik oldalán kell jöjjön és ehhez a másik irányba kell módosítani a koordinátákat.
Idézet: „Bár van egy printerportos vezérlőm, de inkább PC nélküli az elgondolásom - vagy rosszul gondolom?” Hát nekem van egy printer portos kínai cnc maróm, és sok mindenen gondolkoztam én is. Aztán a végén vettem egy régi laptopot (aminek még van printer portja) és legnagyobb megelégedésemre használom Mach3-al. Bár az is igaz, hogy nekem ez munka, nem hobbi, ezért igyekeztem a lehető legkevesebb szívással megoldani a feladatot. |
Bejelentkezés
Hirdetés |